- English
- Chinese
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu
- Kinyarwanda
- Tatar
- Oriya
- Turkmen
- Uyghur








-

Sfærisk karburator
-

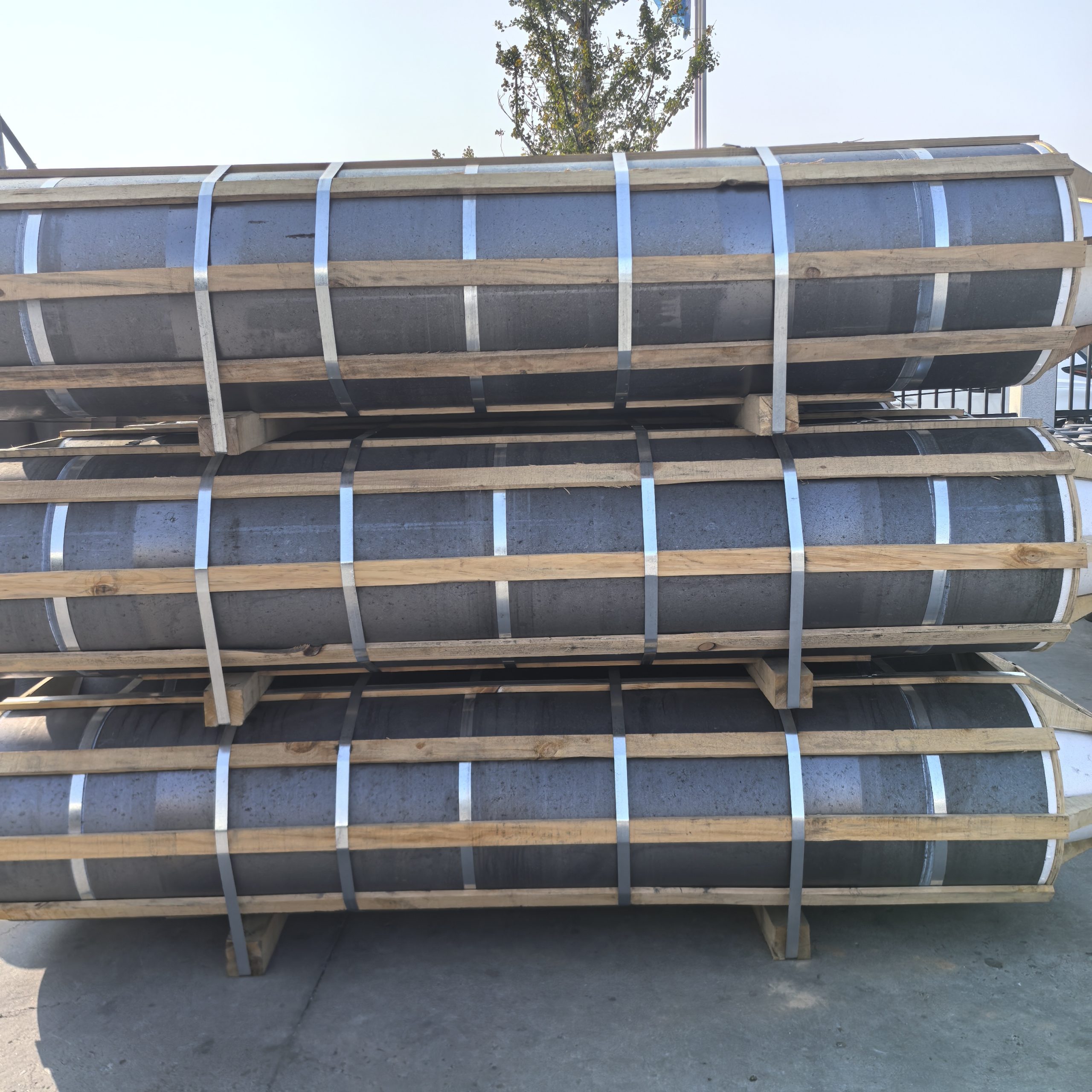
Kraftige grafitelektroder, 600 mm diameter, til eksport.
-
HP High Power Graphite Electrode
-

Grafitplade
-

Grafit Crucible
-

RP Normal Power Graphite Electrode
-

UHP Ultra High Power Graphite Electrode
-

En leverandør af grafitelektroder med et globalt distributionsnetværk.
-
Ultra-High Power grafitelektrode
-

Kolonne karburisator
-

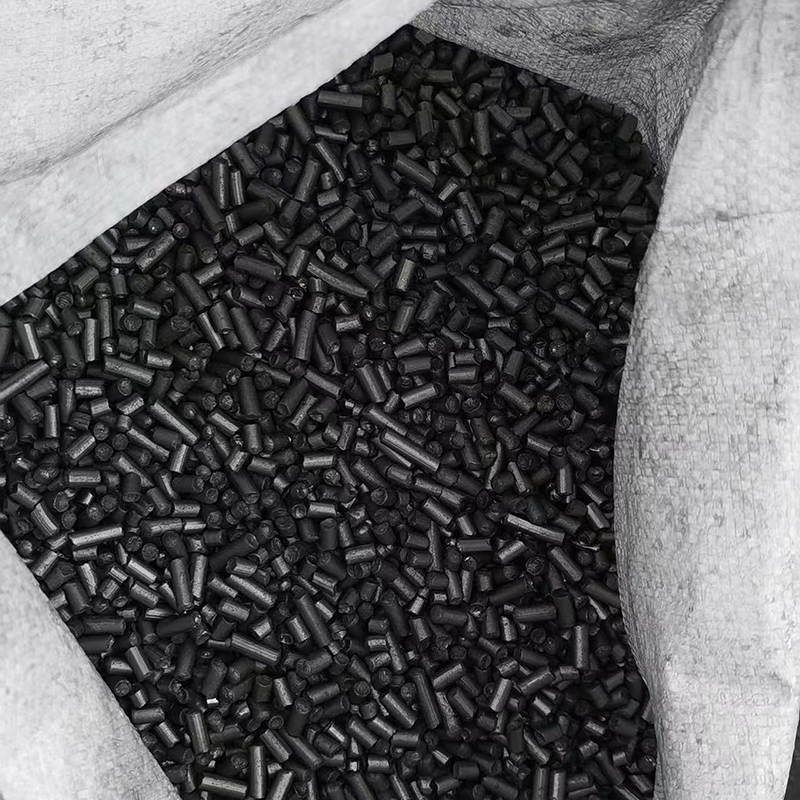
Granular Carburizer





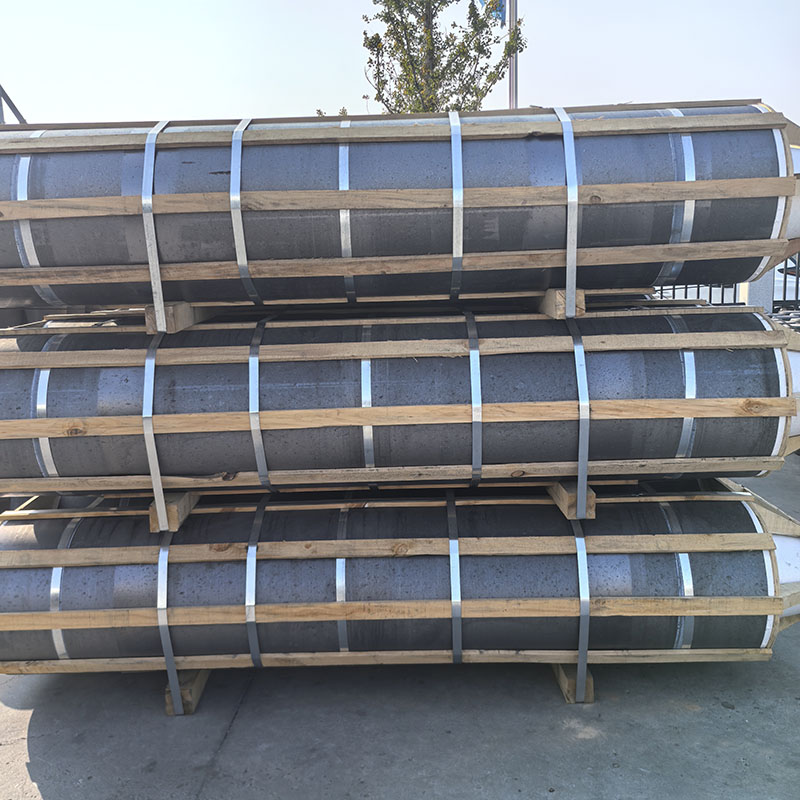
Direkte fabrikssalg! UHP ultrahøjeffektelektroder, specielt designet til lysbueovne og raffineringsovne.
UHP Ultra-High Power grafitelektrodedetaljer UHP (Ultra-High Power) grafitelektroder er et ledende kernemateriale i moderne metallurgiske industrier, designet til at modstå ekstreme strømbelastninger. De bruges primært til fremstilling af elektriske lysbueovne og smeltning af high-end legeringer, en...
Beskrivelse
markør
UHP Ultra-High Power grafitelektrodedetaljer
UHP (Ultra-High Power) grafitelektroder er et ledende kernemateriale i moderne metallurgiske industrier, designet til at modstå ekstreme strømbelastninger. De bruges primært til fremstilling af elektriske lysbueovne og smeltning af high-end legeringer, og deres fordele ved lavt energiforbrug og høj stabilitet gør dem til et nøgleforbrugsstof til industriel opgradering.
I. Kernedefinition og præstationsfordele
- Kernepositionering: I stand til at modstå strømtætheder over 25 A/cm² (op til 40 A/cm²) og opnå effektiv smeltning gennem højtemperatur elektriske lysbuer på over 3000°C genereret mellem elektrodespidsen og ovnladningen. De er en kernekomponent i ultra-high power lysbueovne (EAF'er) og raffineringsovne.
- Nøgleydelsesparametre:
- Elektrisk ledningsevne: Resistivitet ≤ 6,2 μΩ·m (nogle avancerede produkter så lave som 4,2 μΩ·m), langt bedre end almindelige højeffektelektroder (HP);
- Mekanisk styrke: Bøjningsstyrke ≥ 10 MPa (led kan nå over 20 MPa), i stand til at modstå opladningspåvirkninger og elektromagnetiske vibrationer;
- Termisk stabilitet: termisk ekspansionskoefficient kun 1,0-1,5 × 10⁻⁶/℃, ikke tilbøjelig til at revne eller sprække under hurtig opvarmning og afkøling;
- Kemiske egenskaber: Askeindhold ≤ 0,2%, massefylde 1,64-1,76 g/cm³, stærk oxidations- og korrosionsbestandighed, hvilket resulterer i lavere forbrug pr. ton stål.
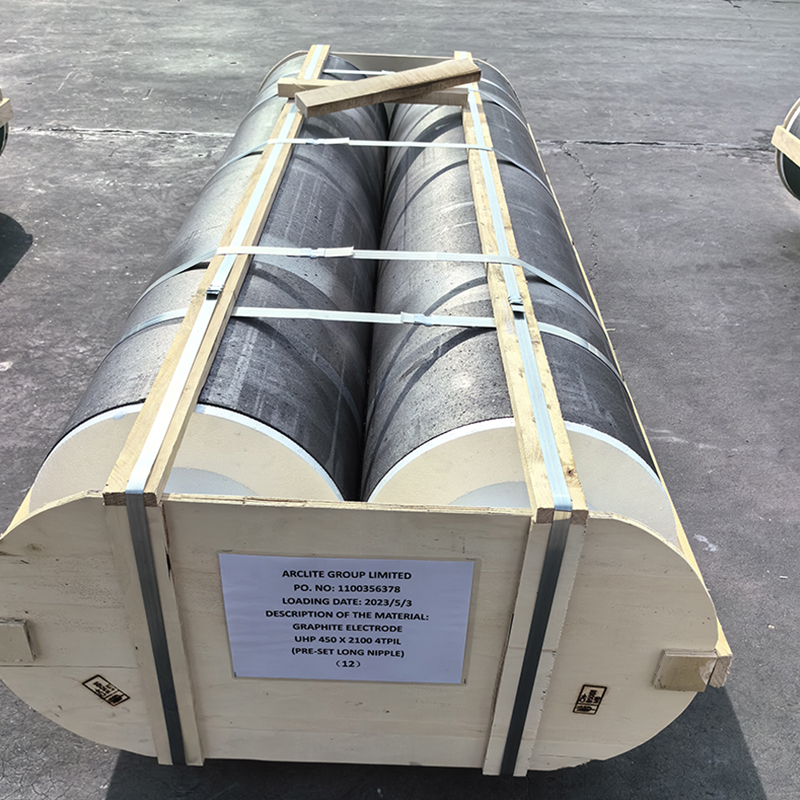
II. Kerneproduktionsproces og råmaterialer
- Nøgleråmaterialer: Brug af 100 % oliebaseret nålekoks af høj kvalitet (som sikrer lav ekspansion og høj ledningsevne), kombineret med modificeret middeltemperaturbegbindemiddel (blødgøringspunkt 108-112°C) og lavt quinolin-uopløseligt (QI ≤ 0,5 %) imprægneringsmiddel. - Kerneproces: Processen involverer ingrediensblanding og æltning → ekstruderingsstøbning → kalcinering (to gange) → højtryksimprægnering (én gang for elektrodelegemet, tre gange for konnektoren) → grafitisering (in-line proces ved over 2800 ℃) → mekanisk behandling. Præcis temperaturkontrol og parameteroptimering sikrer produktnøjagtighed (rethedstolerance ±10 mm/50m) og ydeevnestabilitet.
- Procesinnovation: Den optimerede "én imprægnering, to kalcinering" proces forkorter produktionscyklussen med 15-30 dage sammenlignet med traditionelle metoder, hvilket reducerer omkostningerne med cirka 2000 RMB/ton, samtidig med at den opretholder fremragende termisk stødmodstand.
III. Hovedapplikationsscenarier
- Førende felt: AC/DC ultra-high power elektrisk lysbueovn stålfremstilling, brugt til produktion af højkvalitets legeret stål og specialstål, forbedrer smelteeffektiviteten med mere end 30% og reducerer energiforbruget med 15% -20%;
- Udvidede applikationer: Smeltning af avancerede materialer såsom industrisilicium, ferrosilicium og gult fosfor i nedsænkede lysbueovne, samt produktion af højtemperaturprodukter såsom korund og slibemidler, der kan tilpasses forskellige specifikationer af elektriske ovne (diameter 12-28 tommer, strømbærende kapacitet).
IV. Industriværdi og udviklingstendenser
- Kerneværdi: Det driver transformationen af elektrisk lysbueovnsstål til "hurtigere, renere og mere effektive" processer og er et nøglemateriale til energibesparelser og emissionsreduktion i stålindustrien og til at klare kulstoftariffer. Dets markedsandel forventes at overstige 60% af den samlede efterspørgsel efter grafitelektroder i 2025, med en pris på cirka 18.000 RMB/ton;
- Teknologisk retning: Fokus på grafenbelægningsmodifikation (reducerer kontaktmodstanden med 40%), siliciumcarbidkompositforstærkning, intelligent fremstilling (digital tvillingprocessimulering) og cirkulær økonomi (støvgenvindingsgrad 99,9%+ spildvarmegenvinding), for yderligere at forbedre levetiden og miljøvenlighed.
Kontakt os
Relaterede populære produkter
HP High Power Graphite Electrode
HP High Power Graphite Electrode Kort beskrivelse: Type: HP Graphite Electrode Application: Stee ...
Kolonne karburisator
Søjlearcarburisator Hovedingredienser • Carbon er den vigtigste ingrediens, og kulstofindholdet er os ...
Granular Carburizer
Granulær karburator hovedingredienser • Hovedingrediensen er kulstof, som normalt er lavet af p ...
Grafitplade
Grafitark (tilpasselig) Definition og klassificering • Definition: Grafitplade er en plat ...
Ultra-High Power grafitelektrode
Produktspecifikationer Diameter: Φ200-600 mm, længde kan tilpasses; udstyret med national standard...
En leverandør af grafitelektroder med et globalt distributionsnetværk.
Grafitelektroder med høj effekt og ultrahøj effekt er tilgængelige til direkte salg. De giver h...
UHP Ultra High Power Graphite Electrode
UHP Ultra High Power Graphite Electrode UHP-grafitelektroder bruges hovedsageligt i ultra-H ...
Sfærisk karburator
Sfærisk karburisator Hovedingredienser • Hovedingrediensen i sfærisk rekarburisator er kulstof, w ...
RP Normal Power Graphite Electrode
RP Normal Power Graphite Electrode Model: 75-1272mm Anvendelse: Steel/EAF Smelting/LF Refining L ...
Kraftige grafitelektroder, 600 mm diameter, til eksport.
Eksportkvalitet 600 mm højeffekt grafitelektroder, med ren og pålidelig kvalitet, høj dens...
Grafit Crucible
Grafit Crucible Mainingredienser og struktur • Hovedingredienser: hovedsageligt sammensat af grafit, ...