- English
- Chinese
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu
- Kinyarwanda
- Tatar
- Oriya
- Turkmen
- Uyghur







-
Metallurgilisest terasest valmistatud ülisuure võimsusega grafiitelektroodid, kõrge temperatuuri- ja löögikindlad, otse tarnimine tootjalt
-

Grafiittiiglid, mis on spetsiaalselt loodud negatiivsete elektroodide materjalide jaoks: vastupidavus kõrgele temperatuurile ja oksüdatsioonikindlus; ideaalne liitiumioonakude tootmiseks
-

Suure võimsusega grafiitelektroodi oksüdatsioonivastane kate: kõrge temperatuuritaluvus, kulumiskaitse ja elektroodi pikendatud eluiga.
-

Laos saadaval kvaliteetne grafiidipulber, millel on kõik spetsifikatsioonid ja kohandatavad valikud.
-

85–1260 mm täisulatus, suure võimsusega ja ülivõimsad grafiitelektroodid – tööstusliku sulatamise energiatuum
-

Täielik valik grafiitelektroode: saadaval on suurused 450, 500, 550 mm, suure võimsusega ja ülivõimsad valikud, kõik suurused laos
-

Sfääriline karburisaator
-

Grafiidiplaat
-

Suure võimsusega grafiitelektroodid: eelistatud valik energiasäästu, väiksema tarbimise ja terase valmistamise tõhususe parandamiseks
-
Ülisuure võimsusega grafiitelektrood
-

600 mm ülisuure võimsusega grafiitelektroodid suure tiheduse ja madala takistusega: uue etaloni seadmine sulatamise efektiivsusele
-

UHP ultra suure võimsusega grafiidi elektrood
-
HP suure võimsusega grafiidi elektrood
-

Granuleeritud karburizer
-
600 mm läbimõõduga suure võimsusega ja ülivõimsad grafiitelektroodid, elektrit juhtivad, kõrge temperatuurikindlad, tööstusliku kvaliteediga, stabiilsed ja vastupidavad.
-

450 mm ülikõrge/suure võimsusega grafiitelektroodid, suure tihedusega ja väikese takistusega, tarnitakse otse tootjalt.





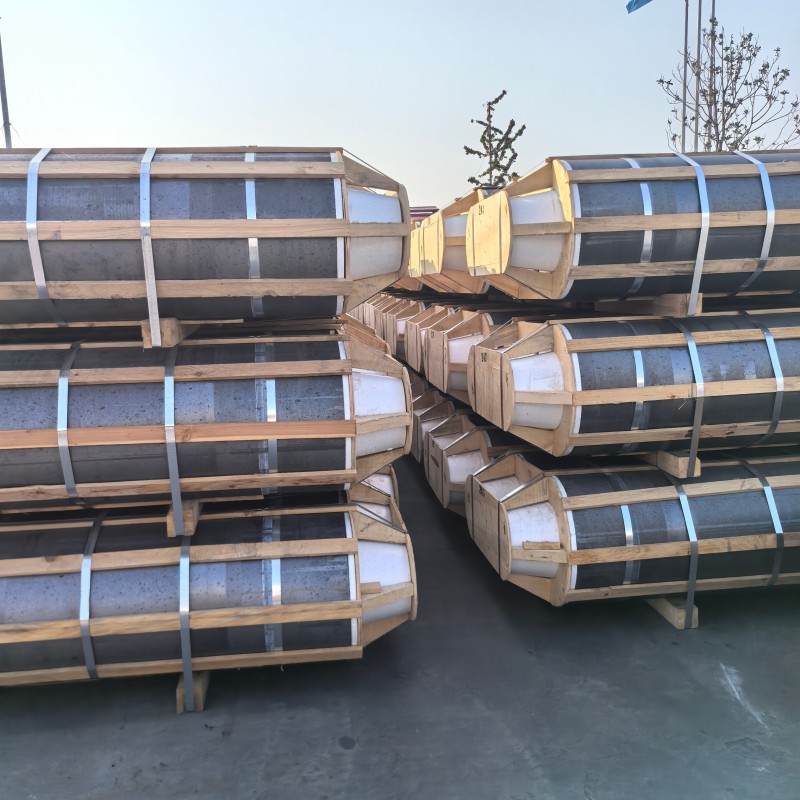
Tehase otsemüük! UHP ülisuure võimsusega elektroodid, mis on spetsiaalselt ette nähtud elektrikaarahjude ja rafineerimisahjude jaoks.
UHP ülisuure võimsusega grafiitelektroodi üksikasjad UHP (Ultra-High Power) grafiitelektroodid on kaasaegses metallurgiatööstuses juhtiv materjal, mis on loodud taluma äärmuslikke voolukoormusi. Neid kasutatakse peamiselt elektrikaarahjude terase valmistamisel ja tipptasemel sulamite sulatamisel,...
Kirjeldus
marker
UHP ülivõimsa grafiitelektroodi detailid
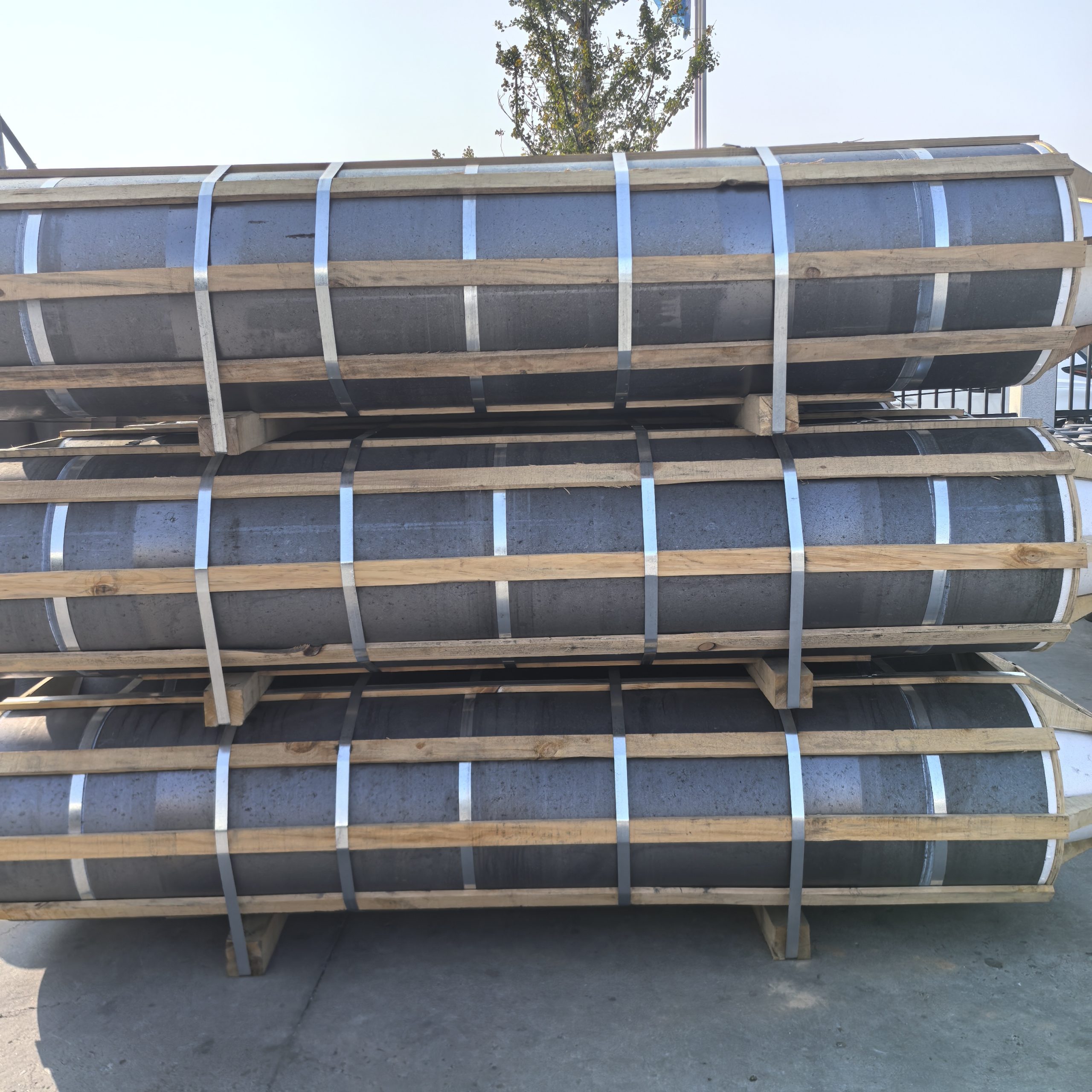
UHP (Ultra-High Power) grafiitelektroodid on kaasaegses metallurgiatööstuses juhtiv materjal, mis on loodud taluma äärmuslikke voolukoormusi. Neid kasutatakse peamiselt elektrikaarahjude terase valmistamisel ja tipptasemel sulamite sulatamisel ning madala energiatarbimise ja kõrge stabiilsuse eelised muudavad need tööstusliku ajakohastamise jaoks oluliseks tarbekaubaks.
I. Põhimääratlus ja jõudluse eelised
- Südamiku positsioneerimine: suudab taluda voolutihedust üle 25 A/cm² (kuni 40 A/cm²), saavutades tõhusa sulamise kõrgel temperatuuril üle 3000°C elektrikaare kaudu, mis tekib elektroodi otsa ja ahju laengu vahel. Need on ülisuure võimsusega elektrikaarahjude (EAF) ja rafineerimisahjude põhikomponent.
- Peamised jõudlusparameetrid:
- Elektrijuhtivus: eritakistus ≤ 6,2 μΩ·m (mõned tipptasemel tooted kuni 4,2 μΩ·m), mis on palju parem kui tavalised suure võimsusega (HP) elektroodid;
- Mehaaniline tugevus: paindetugevus ≥ 10 MPa (liited võivad ulatuda üle 20 MPa), talub laadimislööke ja elektromagnetilist vibratsiooni;
- Soojusstabiilsus: soojuspaisumistegur ainult 1,0-1,5 × 10⁻⁶/℃, kiirel kuumutamisel ja jahutamisel ei esine pragunemist ega lõhenemist;
- Keemilised omadused: tuhasisaldus ≤ 0,2%, tihedus 1,64-1,76 g/cm³, tugev oksüdatsiooni- ja korrosioonikindlus, mille tulemuseks on väiksem tarbimine tonni terase kohta.
II. Põhiline tootmisprotsess ja toorained
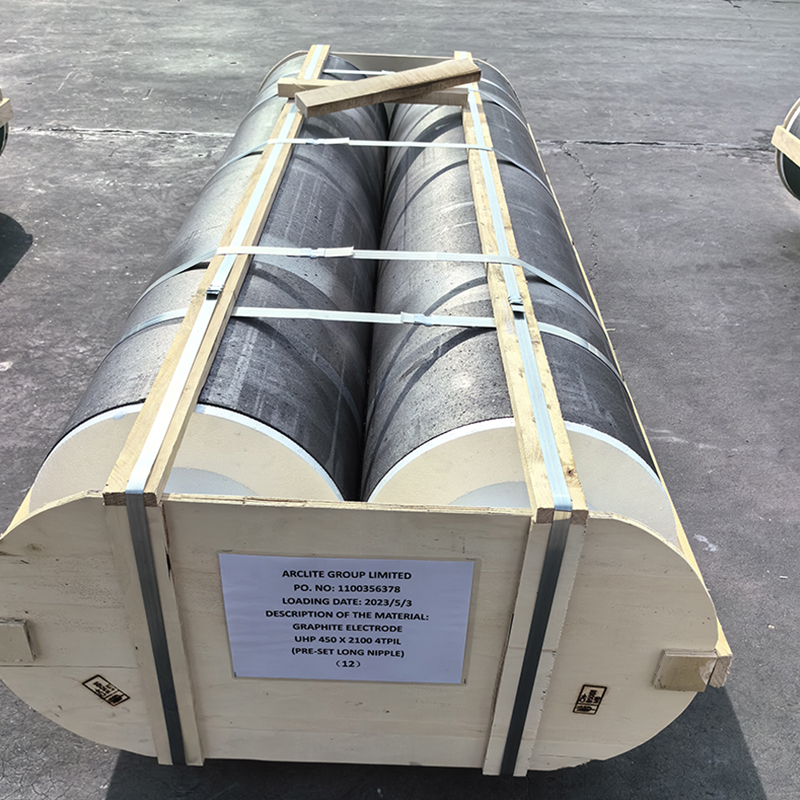
- Peamised toorained: 100% kõrgekvaliteedilise naftapõhise nõelkoksi kasutamine (tagab väikese paisumise ja kõrge juhtivuse), kombineerituna modifitseeritud keskmise temperatuuriga pigi sideainega (pehmenemistemperatuur 108-112°C) ja madala kinoliiniga lahustumatu (QI ≤ 0,5%) immutusainega. - Põhiprotsess: Protsess hõlmab koostisosade segamist ja sõtkumist → ekstrusioonvormimist → kaltsineerimist (kaks korda) → kõrgsurve immutamist (üks kord elektroodi korpuse jaoks, kolm korda pistiku jaoks) → grafitimist (reasprotsess temperatuuril üle 2800 ℃) → mehaaniline töötlemine. Täpne temperatuuri juhtimine ja parameetrite optimeerimine tagavad toote täpsuse (sirgeduse tolerants ±10mm/50m) ja jõudluse stabiilsuse.
- Protsessiuuendus: optimeeritud protsess "üks immutamine, kaks kaltsineerimist" lühendab tootmistsüklit traditsiooniliste meetoditega võrreldes 15-30 päeva võrra, vähendades kulusid ligikaudu 2000 RMB/tonni kohta, säilitades samal ajal suurepärase soojuslöögikindluse.
III. Peamised rakenduse stsenaariumid
- Juhtiv valdkond: AC/DC ülisuure võimsusega elektrikaarahju terase tootmine, mida kasutatakse kõrgekvaliteedilise legeerterase ja eriterase tootmisel, mis parandab sulatamise efektiivsust enam kui 30% ja vähendab energiatarbimist 15%-20% võrra;
- Laiendatud kasutusalad: kõrgekvaliteediliste materjalide, nagu tööstuslik räni, ferrosiliitsium ja kollane fosfor, sulatamine sukelkaarahjudes, samuti kõrge temperatuuriga toodete, nagu korund ja abrasiivid, tootmine, mida saab kohandada elektriahjude erinevatele spetsifikatsioonidele (läbimõõt 12–28 tolli, voolutugevus 12000000 A).
IV. Tööstuse väärtus- ja arengusuundumused
- Põhiväärtus: elektrikaarahjude terasetootmise ümberkujundamine "kiiremate, puhtamate ja tõhusamate" protsesside suunas on terasetööstuse energiasäästu ja heitkoguste vähendamise ning süsinikdioksiidi tariifidega toimetulemise võtmematerjal. Selle turuosa peaks 2025. aastaks ületama 60% grafiitelektroodide kogunõudlusest ja hind on ligikaudu 18 000 RMB/tonn;
- Tehnoloogiline suund: keskendumine grafeenkatte muutmisele (kontakttakistuse vähendamine 40%), ränikarbiidi komposiittugevdamisele, intelligentsele tootmisele (digitaalne kaksikprotsessi simulatsioon) ja ringmajandusele (tolmu taaskasutamise määr 99,9%+ heitsoojuse taaskasutamine), et veelgi parandada eluiga ja keskkonnasõbralikkust.
Võtke meiega ühendust
Seotud populaarsed tooted
HP suure võimsusega grafiidi elektrood
HP suure võimsusega grafiidi elektroodi lühikirjeldus: tüüp: HP grafiidi elektroodirakendus: Stee ...
Suure võimsusega grafiitelektroodid: eelistatud valik energiasäästu, väiksema tarbimise ja terase valmistamise tõhususe parandamiseks
Suure võimsusega grafiitelektroodid on keskmiste ja suurte...
Suure võimsusega grafiitelektroodi oksüdatsioonivastane kate: kõrge temperatuuritaluvus, kulumiskaitse ja elektroodi pikendatud eluiga.
See suure võimsusega grafiitelektroodi oksüdatsioonivastane kate on spetsiaalselt välja töötatud kõrge temperatuuriga...

Sambakarbizer
Karbisaaride sammaste peamised koostisosad • Süsinik on peamine koostisosa ja süsinikusisaldus on meie ...

Kvaliteetsed grafiitelektroodid, 600 mm, saadaval üle maailma
600 suure võimsusega grafiitelektroodi, mis sobivad erinevate elektrikaarahjude jaoks. Nad fe...
Granuleeritud karburizer
Granuleeritud karbisaatori peamised koostisosad • Peamine koostisosa on süsinik, mis on tavaliselt valmistatud P -st ...
Kõrgtemperatuurikindlad grafiitplaadid: juhtivad, soojust juhtivad ja korrosioonikindlad; tööstuslike ahjude jaoks saadaval kohandatud töötlemine
Grafiitplaadid, mis on valmistatud täpsete tootmisprotsesside abil looduslikust või tehisgrafiidist...

Suure võimsusega grafiitelektroodid, läbimõõduga 600 mm, ekspordiks.
Ekspordiklassi 600 mm suure võimsusega grafiitelektroodid, millel on puhas ja usaldusväärne kvaliteet, kõrge...

Ülemaailmse turustusvõrguga grafiitelektroodide tarnija.
Otsemüügiks on saadaval suure võimsusega ja ülivõimsad grafiitelektroodid. Nad pakuvad h...
UHP ultra suure võimsusega grafiidi elektrood
UHP ultra suure võimsusega grafiidi elektroodi UHP grafiidi elektroodid kasutatakse peamiselt ultra-h ...
Sfääriline karburisaator
Sfäärilised karbisaatori peamised koostisosad • Sfäärilise resarburiseri peamine koostisosa on süsinik, ...
450 mm ülikõrge/suure võimsusega grafiitelektroodid, suure tihedusega ja väikese takistusega, tarnitakse otse tootjalt.
Need 450 mm ülisuure võimsusega/suure võimsusega grafiitelektroodid on sõltumatult välja töötatud ja toodetud...

960 grafiitelektroodid – suure võimsusega, ülisuure võimsusega – ülemaailmne kohaletoimetamine
Sellel 960 mm läbimõõduga grafiitelektroodil on suurepärane vastupidavus kõrgele temperatuurile ja tugev...
85–1260 mm täisulatus, suure võimsusega ja ülivõimsad grafiitelektroodid – tööstusliku sulatamise energiatuum
Alates 85 mm täpsusega spetsifikatsioonidest kuni 1260 mm ülisuure läbimõõduni – meie täielik valik suure võimsusega/...

Üheksa auguga tiigel, mis on spetsiaalselt loodud negatiivsete elektroodide materjalide jaoks; Sellel on madal lisandite sisaldus, kõrge temperatuuritaluvus ja ühilduvus grafitiseerimisprotsessidega
Üheksa auguga tiigel on kõrgekvaliteediline tulekindel konteiner, mis on spetsiaalselt loodud mitme jaama jaoks ...
Grafiidiplaat
Grafiitlehe (kohandatav) määratlus ja klassifikatsioon • Definitsioon: grafiidplaat on plat ...