- Chinese
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu
- Kinyarwanda
- Tatar
- Oriya
- Turkmen
- Uyghur






How is black coal tar innovating industrial applications?
2025-09-13
Black coal tar—often underrated and misunderstood—has been quietly carving out a significant niche across various industrial sectors. Its complex composition and myriad applications mean that not everyone fully grasps its transformative potential. This piece seeks to unpack these innovations, diving deep into real-world scenarios and insights from industry veterans.
Unpacking the Mystique of Black Coal Tar
Black coal tar has always had a mysterious aura around it. For many years, it was relegated to the background, sometimes disregarded due to its challenging handling processes. However, its industrial applications have begun to shine through, taking on roles as diverse as waterproofing and chemical production. The magic lies in its components—an intricate mix of hydrocarbons and aromatic compounds that offer a wide array of possibilities.
One particular area where black coal tar has demonstrated profound impact is in the field of carbon production. Companies like Hebei Yaofa Carbon Co., Ltd., with their comprehensive experience and expertise, are leveraging this raw material’s potential. They focus on enhancing carbon quality, offering products suited for various industrial needs. You can explore their offerings at their site.
Yet, the journey hasn’t been straightforward. During the initial phases, many practitioners grappled with the volatile nature of coal tar, its environmental concerns, and the necessity to refine it for specific applications. These hurdles, though, have spurred innovation, paving the way for sustainable processing techniques.
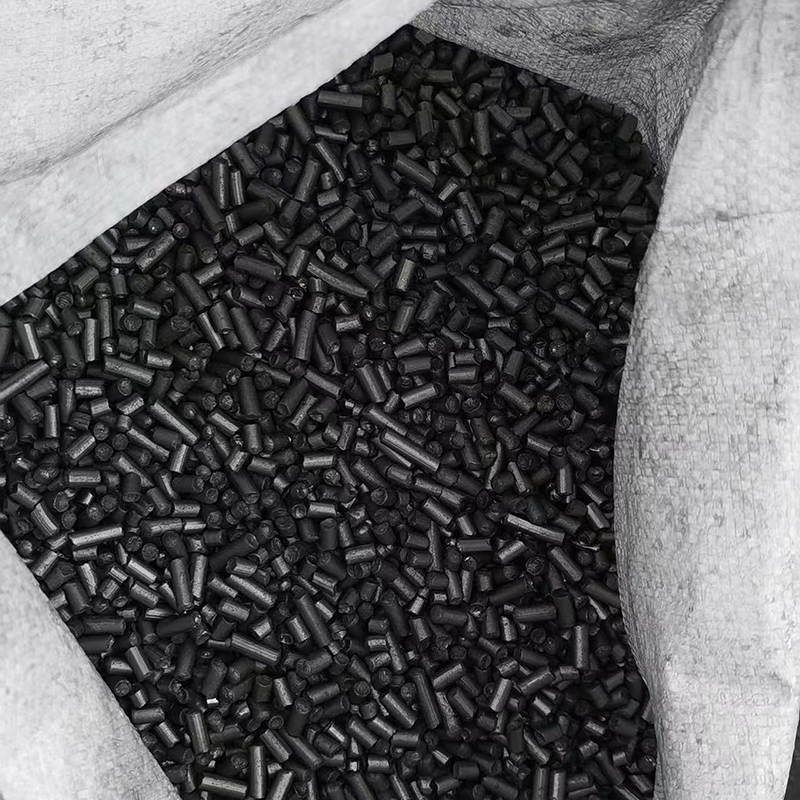
Carbon Additives: A Game Changer
Coal tar derivatives have become indispensable in producing carbon additives—critical components in several industries. The complex refining process, though difficult, yields high-grade additives like calcined petroleum coke (CPC) and graphitized petroleum coke (GPC). These products are integral to Hebei Yaofa Carbon Co., Ltd.’s repertoire, offering robust solutions for clients seeking durable and efficient carbon sources.
Real-world applications span across sectors. In automotive industries, such additives play crucial roles in enhancing tire performance and longevity. In steel manufacturing, they bolster the quality of the end product, thereby reducing waste and optimizing resource consumption.
It’s illuminating to witness how once-overlooked byproducts are now central in driving new industry standards. The key here lies in meticulously adapting processing techniques to harness these materials safely and efficiently.

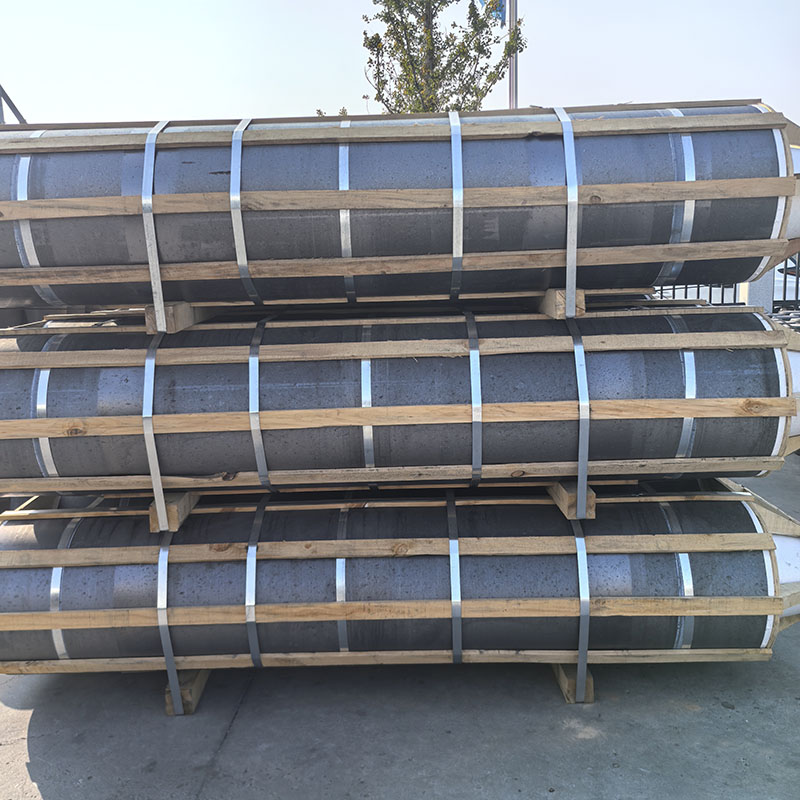
Graphite Electrodes: A New Era in Efficiency
Graphite electrodes, produced using refined coal tar, have significantly transformed electric arc furnace operations. These electrodes are prized for their exceptional conductivity and thermal resilience. At Hebei Yaofa Carbon Co., Ltd., the emphasis is on ensuring each product meets UHP, HP, and RP grade specifications. Such precision ensures that operations remain cost-effective and efficient.
The success stories from various foundries often highlight a common theme—the rapid reduction in operational downtimes. Such improvements are crucial, especially when each minute off the production line equals potential revenue loss.
Actual accounts from industry operators emphasize how transitioning to graphite electrodes was initially met with skepticism. These concerns quickly dissipated as the bottom-line benefits became evident.
Environmental Considerations and Innovations
No discussion on black coal tar can ignore the environmental aspects. As industrial applications proliferate, so do the concerns around sustainability and pollution. Industry leaders have initiated measures to address these challenges. Emphasis is placed on eco-friendly processing and minimizing emissions.
Technological advancements in refining processes are crucial, enabling efficient recovery of useful byproducts and recycling waste materials. The aim is to create a full-cycle approach, minimizing environmental footprints while maximizing resource efficiency.
As a carbon manufacturer with more than 20 years of experience, Hebei Yaofa Carbon Co., Ltd. understands the balance necessary in driving innovation while remaining environmentally conscious. Their commitment is evident in their processing and production methodologies.

The Future: Endless Possibilities
The future for black coal tar is rich with possibilities. As new applications emerge and existing ones are refined, the demand for efficient and sustainable solutions will continue to grow. Innovations in refining technology and product adaptability will be key drivers of success.
Continual research and development, coupled with partnerships between industry stakeholders, promise to further enhance black coal tar’s role across industries. There’s optimism, but also a recognition of the need for responsible stewardship.
Reflecting on the journey thus far, it’s evident that black coal tar has come a long way from being a simple byproduct to a cornerstone of modern industrial processes. This evolution speaks to its inherent value and the ingenuity of those who dare to push its boundaries.