- Chinese
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu
- Kinyarwanda
- Tatar
- Oriya
- Turkmen
- Uyghur






What are the industrial uses of black coal tar?
2025-09-20
You might have stumbled upon black coal tar in the context of industrial production, and it’s easy to mistake it as a simple by-product of coal processing. In reality, it’s much more than that, serving as a backbone ingredient in various industries. Without getting too technical at first, consider how coal tar finds its way into places you wouldn’t expect, and often goes unnoticed while playing a crucial role in manufacturing processes.
The Role of Black Coal Tar in Construction
Let’s kick off with the construction industry, an area where black coal tar is frequently utilized, particularly in road paving. Its adhesive properties make it an exceptional bonding agent. I’ve seen its practical application in improving asphalt mixtures, helping enhance durability and weather resistance — vital for roads that take a beating from traffic and harsh weather conditions.
Ever noticed those sealed cracks on highways? Often, that’s black coal tar in action, used for its sealing abilities. However, there’s a catch; environmental regulations are tightening, and finding sustainable substitutes is becoming part of the industry’s ongoing challenges. It’s tricky, balancing tradition and innovation.
In some projects I’ve been involved in, the challenge of working with coal tar often circles back to health and safety concerns. The product’s handling demands careful measures — something I always stress to newcomers in the field. Misunderstanding its risks can lead to dire consequences.
Chemical and Pharmaceutical Applications
Many outside the industry might overlook this, but coal tar finds significant application in the chemical sector. Its complex class of compounds serves as raw materials for producing dyes, particularly in the textile industry. I remember from a trade conference, a chemist explained how nuanced this process is, often requiring fine-tuning to achieve the desired color consistency and stability.
Beyond dyes, coal tar is a hidden yet effective ingredient in the pharmaceutical industry. Certain medications, especially those targeting skin conditions like psoriasis, utilize coal tar derivatives. However, product formulation can be a balancing act — ensuring efficacy without compromising on safety.
One distinct story shared by colleagues was the effort required to stabilize these derivatives. It seems trivial but tweaking the chemistry even slightly can make or break the formulation, impacting both performance and regulatory compliance.

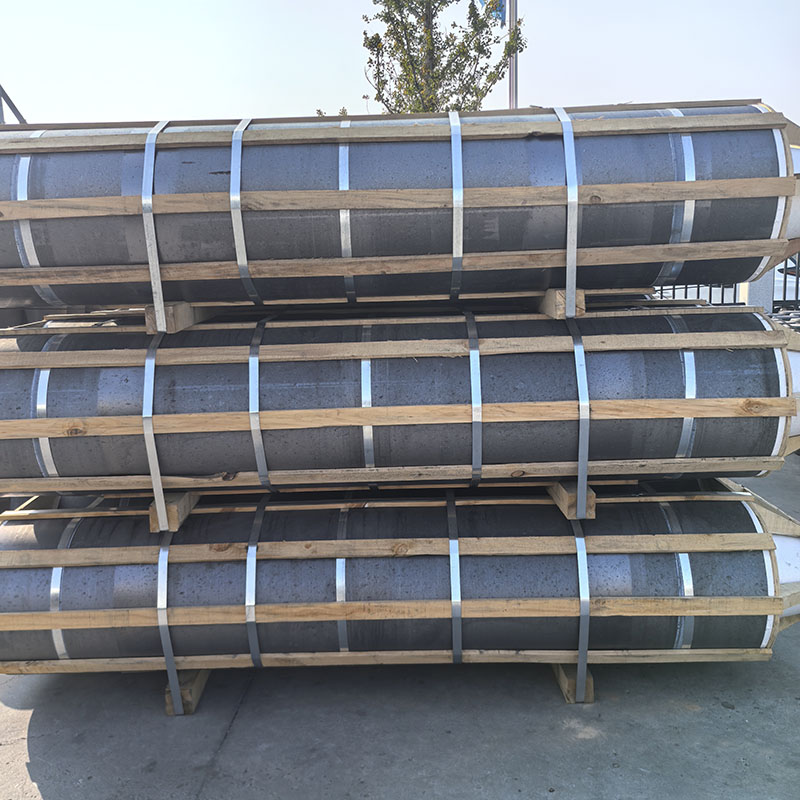
The Metallurgical Aspect
Then there’s the metallurgical industry. Black coal tar plays a subtle yet powerful role through its derivatives, like anthracene oil, which are essential in producing binders for electrodes. Not every manufacturer gets it right; some struggle with achieving the desired binding strength without increasing contaminants.
Hebei Yaofa Carbon Co., Ltd., for instance, highlighted on their site Hebei Yaofa Carbon Co., Ltd., keenly focuses on producing high-quality electrodes, leveraging these by-products without compromising on quality. It’s a meticulous process, often requiring precision and consistency, especially in differentiating product grades such as UHP, HP, and RP.
I’ve noticed that manufacturers increasingly rely on domestic expertise and advanced technology to refine these processes — a testament to the shifting landscape of coal tar applications.
Textile Innovations
Within the textile world, black coal tar’s influence quietly persists. Its derivatives are incorporated into water repellents and flame retardants, critical for protective clothing. You wouldn’t guess it, seeing that warm jacket next winter, but coal tar chemistry ensures its performance in unexpected weather.
However, as one might expect, the industry faces scrutiny under environmental norms. The push for greener alternatives is driving research. Conversations at global textile summits consistently highlight these efforts, directing future innovations.
In one particular pilot project I was privy to, engineers combined traditional materials with new green technologies, achieving similar performance with reduced ecological footprint — upward learning curve, but promising and necessary.

Energy and Power Generation
Lastly, in power generation, black coal tar proves indispensable in coke production. Coking coal, a crucial ingredient in this realm, benefits significantly from coal tar’s properties, enhancing usage efficiency. But efficiency is just one part of the equation; there’s also the challenge of by-product management.
Again, the use extends to protecting and optimizing equipment performance. Several plant engineers have relayed stories of prolonged equipment life when using coal tar-derived lubricants and coatings — the kind of insight you won’t find unless you’ve been on the plant floor.
Addressing environmental and efficiency demands, companies like Hebei Yaofa Carbon Co., Ltd., strive towards integrating practices that minimize waste and harness value from each stage, a feat easier said than done but essential for sustainable progress.