- English
- Chinese
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu
- Kinyarwanda
- Tatar
- Oriya
- Turkmen
- Uyghur








-

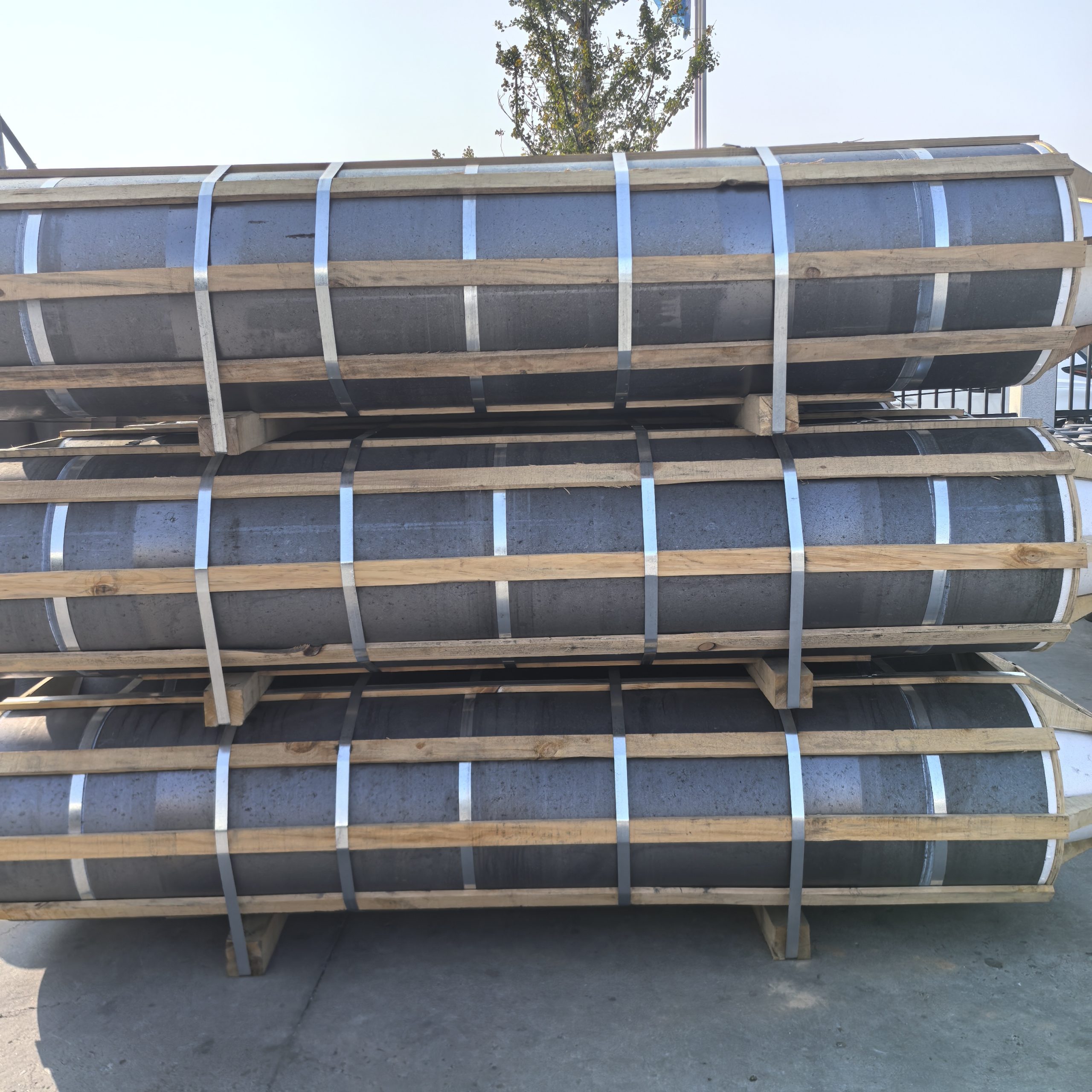
Høyeffekt grafittelektroder, 600 mm diameter, for eksport.
-

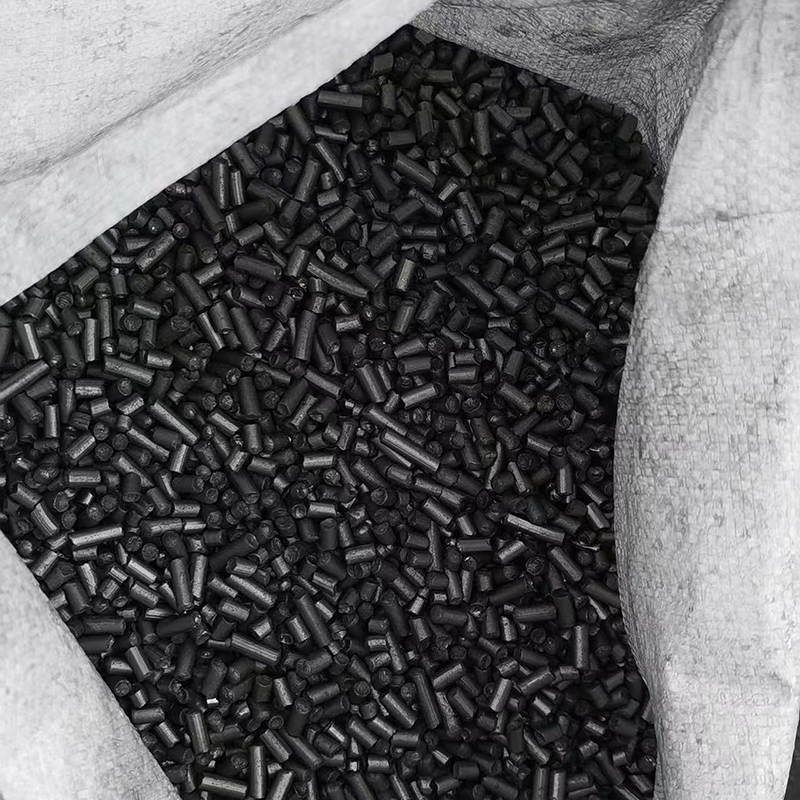
Granular forgasser
-
HP High Power Graphite Electrode
-

UHP Ultra High Power Graphite Electrode
-

RP Normal effektgrafittelektrode
-

En leverandør av grafittelektroder med et globalt distribusjonsnettverk.
-

Sfærisk forgasser
-

Grafittplate
-
Ultra-High Power grafittelektrode
-

Columnar forgasser
-

Grafitt digel





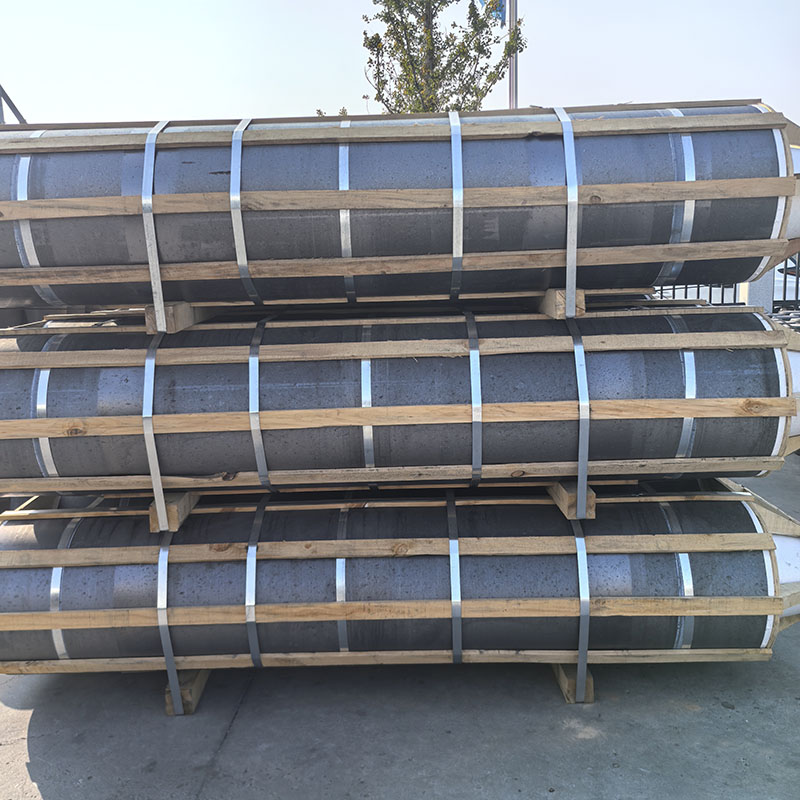
Fabrikk direktesalg! UHP ultrahøyeffektelektroder, spesielt designet for lysbueovner og raffineringsovner.
UHP Ultra-High Power Graphite Electrode Details UHP (Ultra-High Power) grafittelektroder er et kjerneledende materiale i moderne metallurgisk industri, designet for å tåle ekstreme strømbelastninger. De brukes først og fremst i stålproduksjon i elektriske lysbueovner og smelting av avanserte legeringer, en...
Beskrivelse
markør
UHP Ultra-High Power grafittelektrodedetaljer
UHP (Ultra-High Power) grafittelektroder er et kjerneledende materiale i moderne metallurgisk industri, designet for å tåle ekstreme strømbelastninger. De brukes først og fremst i elektrisk lysbueovnsstålproduksjon og high-end legeringssmelting, og deres fordeler med lavt energiforbruk og høy stabilitet gjør dem til et nøkkelforbruk for industriell oppgradering.
I. Kjernedefinisjon og ytelsesfordeler
- Kjerneposisjonering: Kan motstå strømtettheter over 25 A/cm² (opptil 40 A/cm²), og oppnå effektiv smelting gjennom høytemperatur elektriske lysbuer over 3000°C generert mellom elektrodespissen og ovnladningen. De er en kjernekomponent i elektriske lysbueovner med ultrahøy effekt (EAF) og raffineringsovner.
- Nøkkelytelsesparametre:
- Elektrisk ledningsevne: Resistivitet ≤ 6,2 μΩ·m (noen avanserte produkter så lave som 4,2 μΩ·m), langt bedre enn vanlige høyeffektelektroder (HP);
- Mekanisk styrke: Bøyestyrke ≥ 10 MPa (ledd kan nå over 20 MPa), i stand til å motstå ladestøt og elektromagnetiske vibrasjoner;
- Termisk stabilitet: termisk ekspansjonskoeffisient kun 1,0-1,5 × 10⁻⁶/℃, ikke utsatt for sprekker eller avskalling under rask oppvarming og avkjøling;
- Kjemiske egenskaper: Askeinnhold ≤ 0,2 %, tetthet 1,64-1,76 g/cm³, sterk oksidasjons- og korrosjonsbestandighet, noe som gir lavere forbruk per tonn stål.
II. Kjerneproduksjonsprosess og råvarer
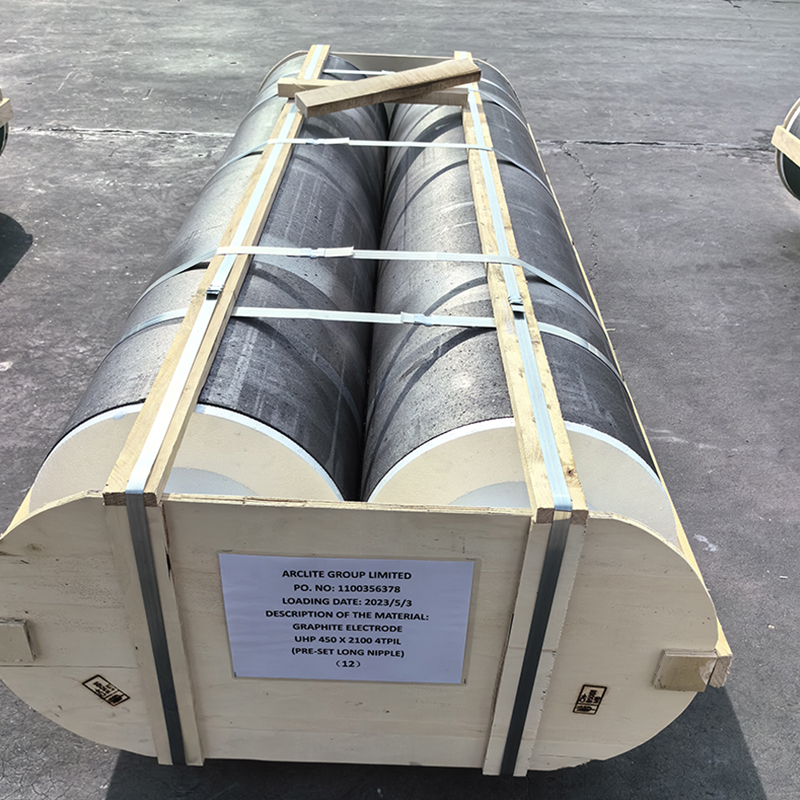
- Nøkkelråmaterialer: Bruker 100 % høykvalitets petroleumsbasert nålkoks (som sikrer lav ekspansjon og høy ledningsevne), kombinert med modifisert middels temperaturbekbindemiddel (mykningspunkt 108-112°C) og lavt kinolin uløselig (QI ≤ 0,5 %) impregneringsmiddel. - Kjerneprosess: Prosessen involverer ingrediensblanding og elting → ekstruderingsstøping → kalsinering (to ganger) → høytrykksimpregnering (en gang for elektrodekroppen, tre ganger for kontakten) → grafitisering (in-line prosess ved over 2800 ℃) → mekanisk prosessering. Nøyaktig temperaturkontroll og parameteroptimalisering sikrer produktnøyaktighet (retthetstoleranse ±10 mm/50m) og ytelsesstabilitet.
- Prosessinnovasjon: Den optimaliserte prosessen "én impregnering, to kalsinering" forkorter produksjonssyklusen med 15-30 dager sammenlignet med tradisjonelle metoder, reduserer kostnadene med omtrent 2000 RMB/tonn, samtidig som den opprettholder utmerket motstand mot termisk sjokk.
III. Hovedapplikasjonsscenarier
- Ledende felt: AC/DC ultra-høyeffekt elektrisk lysbueovn stålproduksjon, brukt i produksjon av høykvalitets legert stål og spesialstål, forbedrer smelteeffektiviteten med mer enn 30% og reduserer energiforbruket med 15% -20%;
- Utvidede bruksområder: Smelting av avanserte materialer som industrielt silisium, ferrosilisium og gult fosfor i nedsenkede lysbueovner, samt produksjon av høytemperaturprodukter som korund og slipemidler, tilpasset forskjellige spesifikasjoner for elektriske ovner (diameter 12-28 tommer-120000A, strømbærende kapasitet).
IV. Bransjeverdi og utviklingstrender
- Kjerneverdi: Det driver transformasjonen av stålproduksjon i elektrisk lysbueovn mot "raskere, renere og mer effektive" prosesser, og er et nøkkelmateriale for energisparing og utslippsreduksjon i stålindustrien og for å takle karbontariffer. Markedsandelen forventes å overstige 60 % av den totale etterspørselen etter grafittelektroder innen 2025, med en pris på omtrent 18 000 RMB/tonn;
- Teknologisk retning: Fokus på modifikasjon av grafenbelegg (reduserer kontaktmotstanden med 40%), silisiumkarbidkomposittforsterkning, intelligent produksjon (digital tvillingprosesssimulering) og sirkulær økonomi (støvgjenvinningsgrad 99,9%+ spillvarmegjenvinning), for ytterligere å forbedre levetiden og miljøvennligheten.
Kontakt oss
Relaterte populære produkter
HP High Power Graphite Electrode
HP High Power Graphite Electrode Kort beskrivelse: Type: HP Graphite Electrode Application: Stee ...
Granular forgasser
Granular forgasser Hovedingredienser • Hovedingrediensen er karbon, som vanligvis er laget av P ...
Grafitt digel
Grafitt Crucible Hovedingredienser og struktur • Hovedingredienser: Hovedsakelig sammensatt av grafitt, ...
Sfærisk forgasser
Sfærisk forgasser Hovedingredienser • Hovedingrediensen i sfærisk Recarburizer er karbon, w ...
UHP Ultra High Power Graphite Electrode
UHP Ultra High Power Graphite Electrode UHP grafittelektroder brukes hovedsakelig i Ultra-H ...
En leverandør av grafittelektroder med et globalt distribusjonsnettverk.
Høyeffekt og ultra-høyeffekt grafittelektroder er tilgjengelig for direkte salg. De gir h...
Ultra-High Power grafittelektrode
Produktspesifikasjoner Diameter: Φ200-600 mm, lengde kan tilpasses; utstyrt med nasjonal standard...
Grafittplate
Grafittark (tilpassbar) Definisjon og klassifisering • Definisjon: Grafittplate er en plat ...
Columnar forgasser
Columnar Carburizer Hovedingredienser • Karbon er hovedingrediensen, og karboninnholdet er oss ...
RP Normal effektgrafittelektrode
RP Normal Power Graphite Electrod Model: 75-1272mm Application: Steel/EAF Smelting/LF Refining L ...
Høyeffekt grafittelektroder, 600 mm diameter, for eksport.
Eksportkvalitets 600 mm høyeffekts grafittelektroder, med ren og pålitelig kvalitet, høy tetthet...