- English
- Chinese
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu
- Kinyarwanda
- Oriya
- Turkmen
- Uyghur








-

Глобаль тарату челтәре булган графит электродлар белән тәэмин итүче.
-

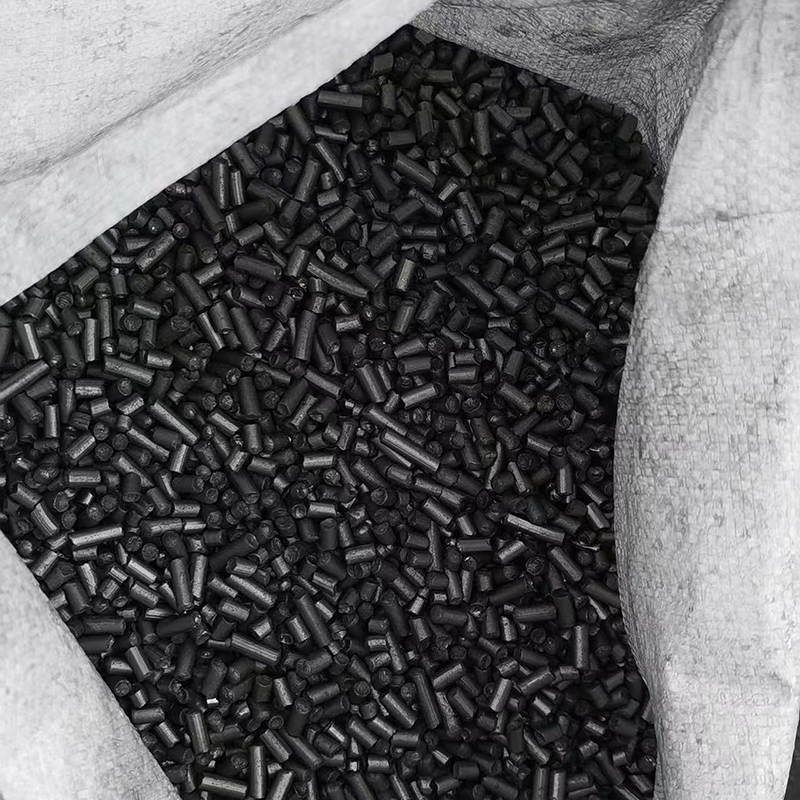
Колумнар карбуризатор
-

RP нормаль электр графиты электрод
-

Сферик карбуризатор
-
HP югары энергия графиты электрод
-

Графит
-

Графит тәлинкә
-

Uhp Ультра Варта Энергия Графит Электрод
-

Гранул карбюризатор
-
Ультра-югары көчле графит электрод
-

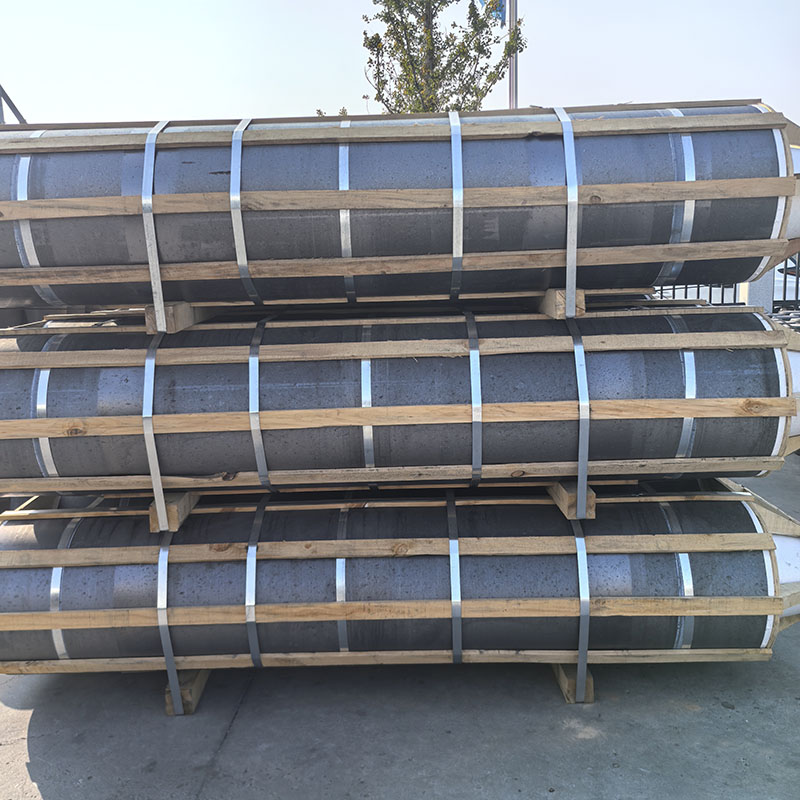
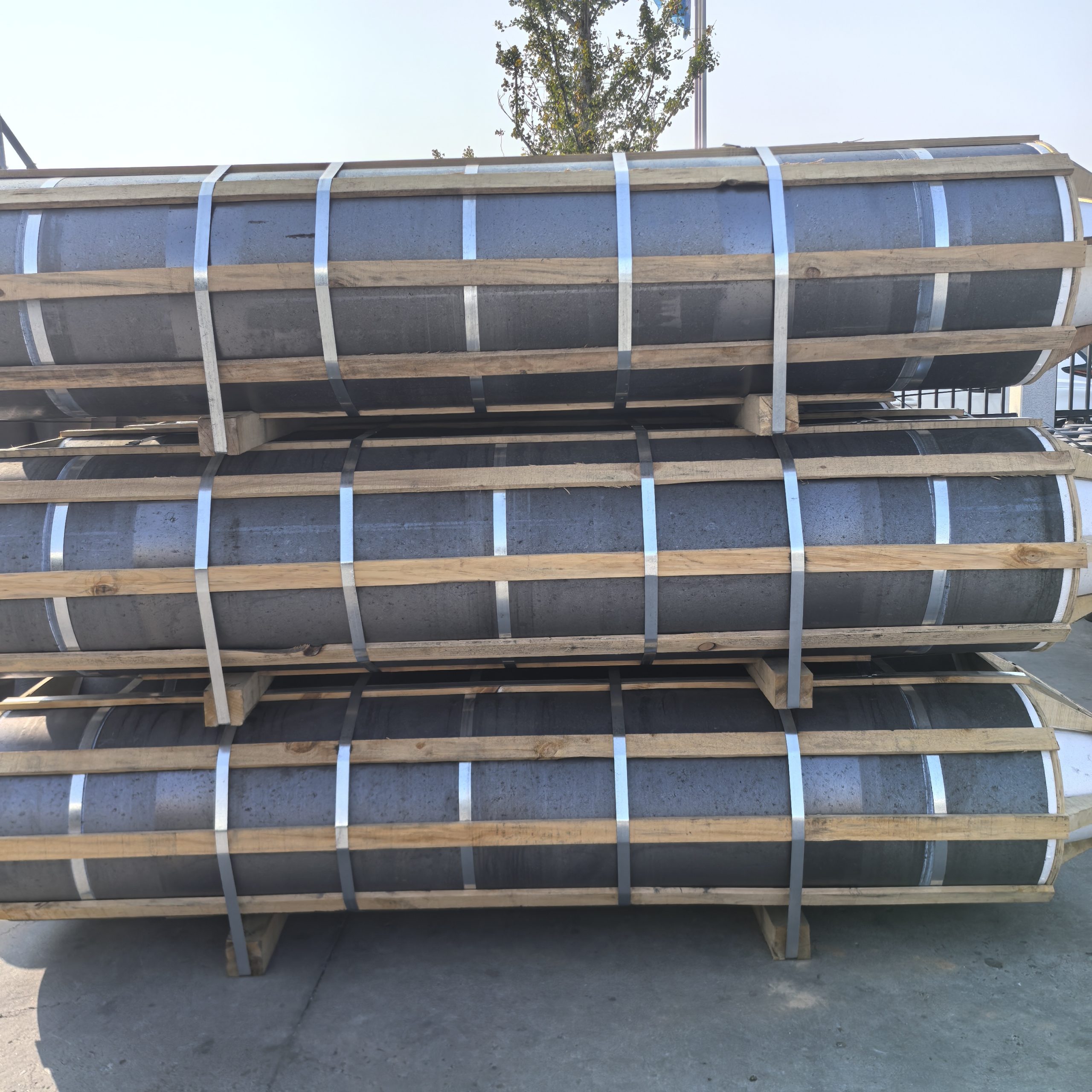
Экспорт өчен 600 мм диаметрлы югары көчле графит электродлары.





Завод туры сату! UHP ультра югары көчле электродлар, махсус электр аркасы мичләре һәм чистарту мичләре өчен эшләнгән.
UHP Ultra-High Power Graphite Электрод Детальләре UHP (Ultra-High Power) графит электродлары хәзерге металлургия сәнәгатендә төп үткәргеч материал, экстремаль агым йөкләренә каршы тору өчен эшләнгән. Алар беренче чиратта электр дугасы мич корыч җитештерүдә һәм югары эретелгән эретү эретүдә кулланыла, ...
Тасвирлау
маркер
UHP Ultra-High Power Graphite Электрод Детальләре
UHP (Ultra-High Power) графит электродлары - хәзерге металлургия сәнәгатендә төп үткәргеч материал, экстремаль ток йөкләренә каршы тору өчен эшләнгән. Алар, беренче чиратта, электр дугасы мич корыч җитештерүдә һәм югары эретелгән эретү эретүдә кулланыла, һәм аларның аз энергия куллану һәм югары тотрыклылык өстенлекләре аларны сәнәгатьне яңарту өчен төп куллану итә.
I. Төп төшенчәләр һәм башкару өстенлекләре
- Төп позицияләү: 25 А / см² (40 А / см² кадәр) ток тыгызлыгына каршы тора ала, электрод очлары һәм мич корылмасы арасында барлыкка килгән 3000 ° C тан югары температуралы электр аркалары аша эффектив эретүгә ирешә ала. Алар ультра югары көчле электр дугасы мичләренең (EAF) һәм чистарту мичләренең төп компоненты.
- Төп күрсәткеч параметрлары:
- Электр үткәрүчәнлеге: Каршылык ≤ 6.2 μΩ · м (кайбер югары продуктлар 4,2 μΩ · м), гади югары көчле (HP) электродлардан күпкә өстен;
- Механик көч: Флексур көч ≥ 10 MPa (буыннар 20 МПадан артып китә ала), корылма тәэсиренә һәм электромагнит тибрәнүләргә каршы тора ала;
- rылылык тотрыклылыгы: җылылык киңәю коэффициенты 1,0-1,5 × 10⁻⁶ / only, тиз җылыту һәм суыту вакытында ярылырга яки таралырга мөмкин түгел;
- Химик характеристика: Эш күләме ≤ 0,2%, тыгызлыгы 1,64-1,76 г / см³, көчле оксидлашу һәм коррозиягә каршы тору, нәтиҗәдә корычның бер тонына аз куллану.
II. Төп җитештерү процессы һәм чимал
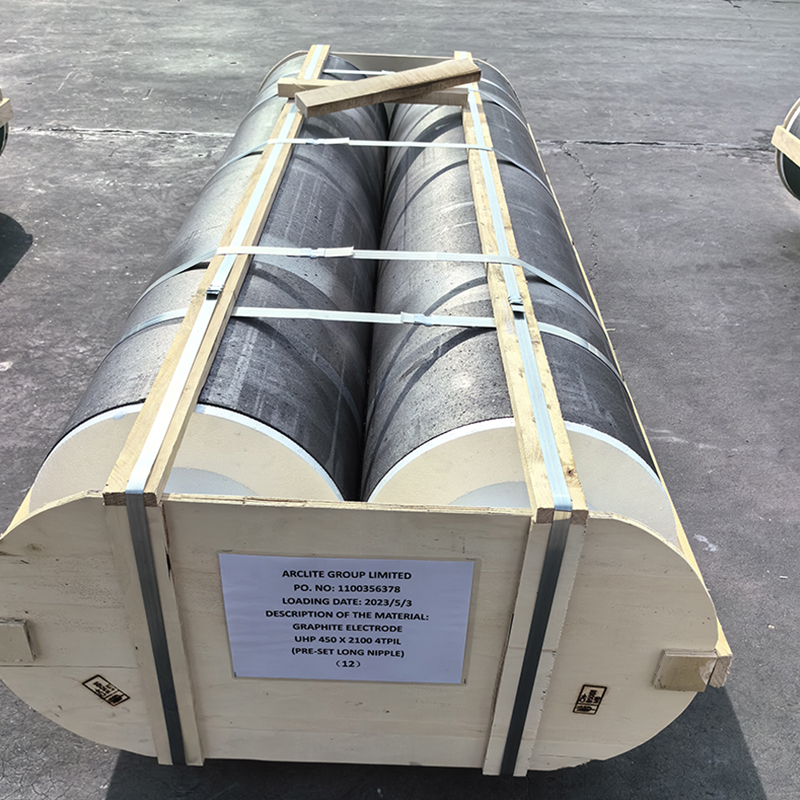
- Төп чимал: 100% югары сыйфатлы нефть нигезендәге энә кокасын куллану (түбән киңәюне һәм югары үткәрүчәнлекне тәэмин итү), үзгәртелгән урта температуралы тишек бәйләүче (йомшарту ноктасы 108-112 ° C) һәм аз цинолин эри торган (QI ≤ 0,5%) импрегинацияләү агенты. - Төп процесс: процесс ингредиентларны катнаштыру һәм камырлау → экструзия формалаштыру → кальцинацияләү (ике тапкыр) → югары басымлы импрегнация (электрод организмы өчен, өч тапкыр тоташтыручы өчен) → графитизация (2800 overдан артык процесс) → механик эшкәртү. Төгәл температураны контрольдә тоту һәм параметрларны оптимизацияләү продуктның төгәллеген (туры толерантлык ± 10 мм / 50м) һәм эш тотрыклылыгын тәэмин итә.
- Процесс инновациясе: оптимальләштерелгән "бер импреграция, ике кальцинация" процессы җитештерү циклын традицион ысуллар белән чагыштырганда 15-30 көнгә кыскарта, чыгымнарны якынча 2000 RMB / тоннага киметә, шул ук вакытта җылылык шокына каршы торуны саклый.
III. Төп кушымта сценарийлары
- әйдәп баручы кыр: AC / DC ультра югары көчле электр дугасы мич корыч җитештерү, югары сыйфатлы эретелгән корыч һәм махсус корыч җитештерүдә кулланыла, эретү эффективлыгын 30% тан арттыра һәм энергия куллануны 15% -20% ка киметә;
- киңәйтелгән кушымталар: сәнәгать кремнийы, ферросиликон, сары фосфор кебек югары дәрәҗәдәге материалларны эретү, шулай ук корунд һәм абразив кебек югары температуралы продуктлар җитештерү, электр мичләренең төрле спецификацияләренә яраклаштырылган (диаметры 12-28 дюйм, агымның йөртү сыйфаты 22000-120000А).
IV. Сәнәгать кыйммәте һәм үсеш тенденцияләре
- Төп кыйммәт: Электр дугасы мич корыч җитештерүне "тизрәк, чистарак һәм нәтиҗәлерәк" процессларга күчерү, ул корыч промышленностьта энергияне сак тоту һәм чыгаруны киметү һәм углерод тарифларын җиңәр өчен төп материал. Аның базар өлеше 2025 елга кадәр графит электрод ихтыяҗының 60% тан артып китәр дип көтелә, бәясе якынча 18,000 RMB / тонна;
- Технологик юнәлеш: Графен каплау модификациясенә игътибар итү (контактка каршы торуны 40% ка киметү), кремний карбид композицион ныгыту, интеллектуаль җитештерү (санлы игезәк процесс симуляциясе), һәм түгәрәк экономика (тузан торгызу дәрәҗәсе 99,9% + калдык җылылыгын торгызу), гомер озынлыгын һәм экологик дуслыкны яхшырту.
Безнең белән элемтәгә керегез
Бәйләнешле популяр продуктлар
HP югары энергия графиты электрод
HP ofгары энергия графиты электроу Кыска тасвирлау: Тип: HP графит электрод кушымтасы: Сте ...
Экспорт өчен 600 мм диаметрлы югары көчле графит электродлары.
Экспорт-класс 600 мм югары көчле графит электродлары, чиста һәм ышанычлы сыйфат, югары тыгызлык ...
Uhp Ультра Варта Энергия Графит Электрод
Uhp Ультра Варшист Графит графиты Электрод UHP графит электродлары ULTRA-Hда кулланыла ...
Колумнар карбуризатор
Колоннар карбуризатор төп ингредиентлар • Углерон - төп компонент, углерод эчтәлеге - АКШ ...
Гранул карбюризатор
ГРАНУЛ ТОБББББББББЕРИЗМӘТ ИНГРЕМЕР • Төп ингредиент - батыр, гадәттә
Графит тәлинкә
Графит таблицасы (көйләнә торган) төшензитинг һәм классификация • билгеләмә: графит тәлинкә - платина ...
Графит
Графитлы руэви төп ингредиентлар һәм структурасы • Төп ингредиентлар: нигездә графиттан тора, ...
RP нормаль электр графиты электрод
RP нормаль электр графиты электрод моделе моделе: 75-1272м заявкалы: Корыч / Эфр Эфринг / LF чистарту l ...
Сферик карбуризатор
Сферик катабуризаторның төп ингредиентлары • Сферик реалурберизаторның төп ингребенты - углерод, В ...
Ультра-югары көчле графит электрод
Продукция спецификасы Диаметры: Φ200-600 мм, озынлыгы көйләнә; милли стандарт белән җиһазландырылган ...
Глобаль тарату челтәре булган графит электродлар белән тәэмин итүче.
Directгары көчле һәм ультра югары көчле графит электродлары туры сату өчен бар. Алар h ...