- English
- Chinese
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu
- Kinyarwanda
- Oriya
- Turkmen
- Uyghur








-

Кальцинланган нефть кок углерод кушылмасы: югары үзләштерү тизлеге, көйләнә торган кисәкчәләр зурлыгы, кастинг һәм металлургия өчен идеаль.
-

Uhp Ультра Варта Энергия Графит Электрод
-

Тискәре электрод материаллары өчен махсус эшләнгән тугыз тишекле; түбән пычраклык эчтәлеге, югары температурага каршы тору, графитизация процессларына туры килү
-
Graphгары температурага чыдам графит тәлинкәләр: үткәргеч, термик үткәргеч һәм коррозиягә чыдам; сәнәгать мичләре өчен махсус эшкәртү
-
Металлургия корыч җитештерү ультра югары көчле графит электродлары, югары температурага чыдам һәм тәэсиргә чыдам, җитештерүчедән туры тәэмин итү
-

Stockгары сыйфатлы графит порошогы запасларда бар, спецификацияләр һәм көйләнә торган вариантлар белән тулы.
-

Алюминий һәм бакырны эретү өчен махсус эшләнгән, коррозиягә каршы һәм тәэсиргә чыдам, җитештерүчедән турыдан-туры эшләнгән кремний карбид кремний.
-

550 мм ультра югары көч / югары көчле графит электродлары: Түбән каршылык, югары тыгызлык, һәм энергия куллануны киметүдә пионер.
-

Глобаль тарату челтәре булган графит электродлар белән тәэмин итүче.
-

Highгары күкерт һәм аз күкертле нефть кокы, махсус металлургия һәм кастинг өчен. Турыдан-туры җитештерүче белән тәэмин ителә, запаста һәм тиз арада җибәрергә әзер
-

Powerгары көчле графит электрод анти-оксидлаштыру каплавы: югары температурага каршы тору, киемнән саклау, һәм электродның озынлыгы.
-

Графит тәлинкә
-
Ультра-югары көчле графит электрод
-

85-1260 мм тулы диапазонны каплау, югары көчле һәм ультра югары көчле графит электродлары - сәнәгать эретүнең энергия үзәге.
-

Powerгары көчле графит электродлары: энергияне сак тоту, куллануны киметү, корыч җитештерү эффективлыгын яхшырту өчен өстенлекле сайлау
-

Тискәре электрод материаллары өчен махсус эшләнгән графит крестибллары: югары температурага каршы тору һәм оксидлашуга каршы тору; литий-ион батарея җитештерү өчен идеаль





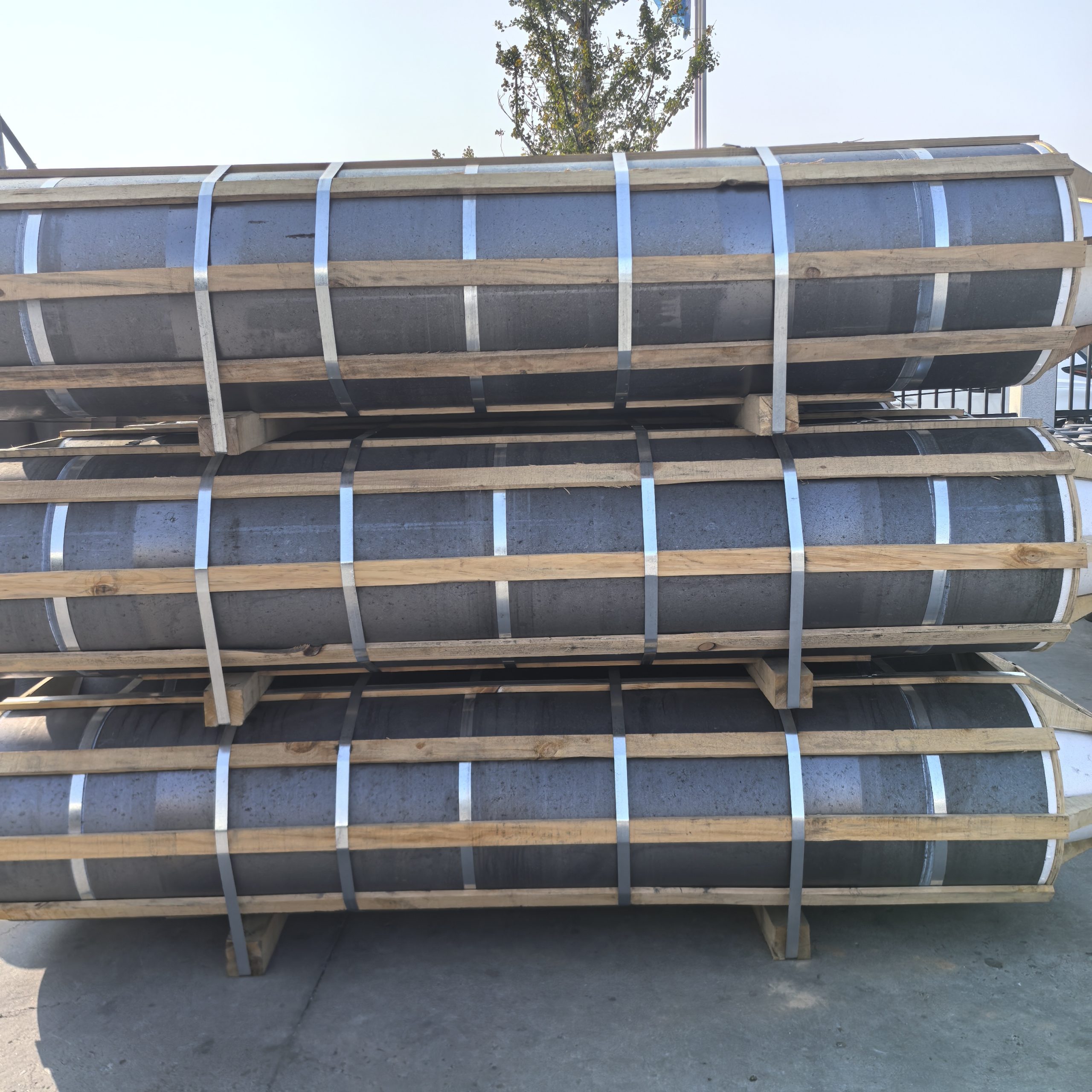
HP югары энергия графиты электрод
HPгары энергия графикы элеккеге кыска тасвирлау: HP график электрод. Кок ...
Тасвирлау
маркер
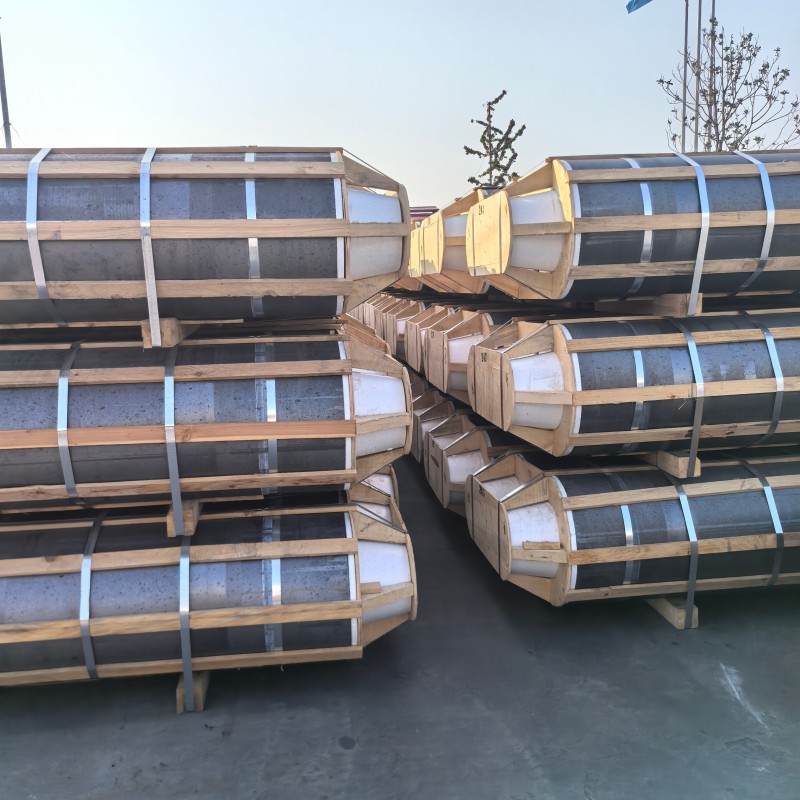
HP югары энергия графиты электрод
Кыска тасвирлау:
Тип: HP графит электрод
Кушымта: корыч / металлургия корыч
Озынлык: 1600 ~ 2800 мм
Класс: HP (югары көч)
Каршылык (μωω): 5.8-6.6
Күренгән тыгызлык (G / CM³): 1.65-1.70
Термаль киңәю: 100-600 3TPI / 4TPI / 4tpil
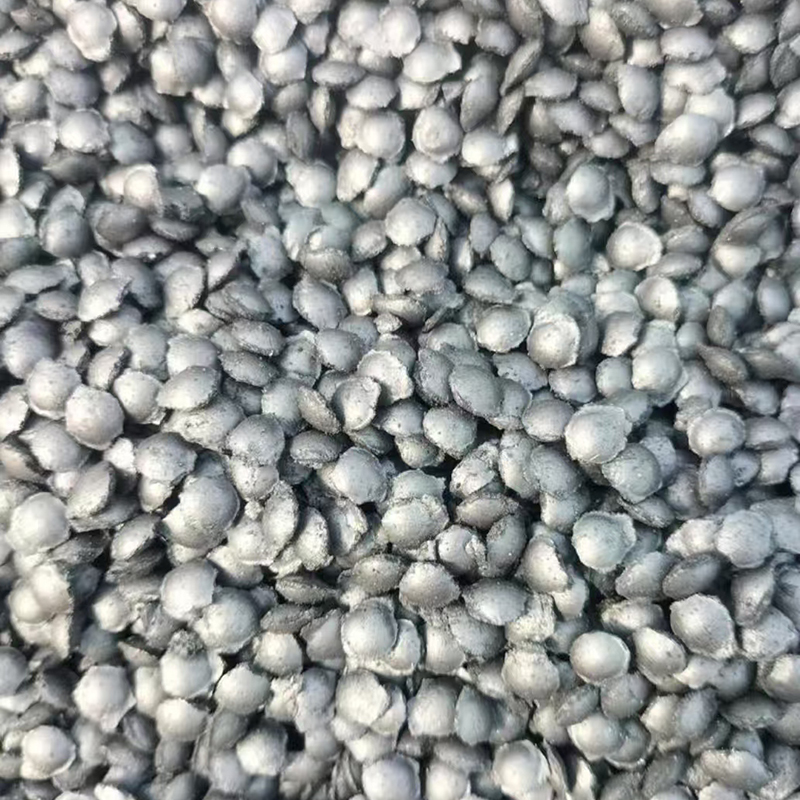
Чимал: Моэль Кок, нефть кок, күмер тар питч
Өстенлек: Түбән куллану темплары
Төс: кара соры
Диаметр: 250 мм, 300 мм, 400 мм, 400 мм, 450 мм, 450 мм, 600 мм, 650 мм, 650 мм, 650 мм, 700 мм, 800 мм, 800 мм, 800 мм, 800 мм, 800 мм
•Эшчәнлек үзенчәлекләре
•Highгары уку Түбән рәтара, 5.8-6,6μωωm..
•Яхшы югары температура каршылыгы: Нефть кокс һәм моңлы капчык кебек югары сыйфатлы чималдан ясалган, югары температура мохитендә тотрыклы физик һәм химик үзлекләрне саклый ала һәм деформацияләү яки зыян күрү җиңел түгел.
•Югары механик көч: Аның югары игелекле көче һәм йогынты ягы бар, ≥11.0mpa, зуррак стресс һәм йогынтыга тыела ала, куллану вакытында өзелү һәм электродның тотрыклылыгын һәм хезмәт күрсәтүен тәэмин итү җиңел түгел.
•Яхшы җылылык шокы каршылыгы: Еш җылыту цикллары процессында ул җылылык стрескының эффекты белән каршы тора ала, ярылу, кабыгы һ.б., һәм электродның ныклыгын яхшырта ала.
•Түбән Эш эчтәлеге: Эш эчтәлеге ≤0,2%, пычраклык, эретелгән пычрануны киметә ала
•Җитештерү процессы
•Чимал Сайлау: Нефть кисәге һәм энә коке - төп агрегатлар, күмер тар - бәйләүче. Алар арасында, якынча 30%, һәм аның югары көче, югары уку, югары үткәрүчәнлек һәм югары катмаль тотрыклылыкны яхшырту өчен бик мөһим.
•Калкастинация: Дым, тәкәбберләр кебек пычракларда чималны селкетү чималның тыгызлыгын һәм көченлеген күтәрү өчен, чималны калькинг, шимбә тыгызлыгын һәм көчен арттыра.
•Җимерү һәм тарту: Киләсе мәҗлесләр һәм тезләнгән процесслар өчен кирәкле кисәкчәләрнең зурлыгы алу өчен, калькада чималны җимерә һәм тарту.
•Бату һәм ябышу: Билгеле бер пропорция нигезендә төрле чимал агартыла, һәм бәйләүче буларак тиешле күләмдә күмер тараты өстәлә. Чималны тулысынча кушу һәм яхшы пластиклык белән тезләнү югары температурада башкарыла.
•Формалаштыру: Бернәтләнгән пастада формада урнаштырылган, һәм кирәкле форманың бушлыгы һәм күләме экспозиция, формалаштыру һәм башка формалаштыру ысуллары белән ясалган.
•Калкастинация: Электрод буш күмер тармагында һава тармагында һава тармагында, элекком тарифының көчен яхшыртып, пычракларны яхшырту, шулай ук пычракларны яхшырту.
•Импреграция: Кальканы электродта күмер тармагы, резиналый торган сыеклык һ.б.
•Графитизация: Импрекцияләнгән электрод мирасы югары температура графикалаштырылган мичтә, графит кристалл структурага әйләндерү, шуның белән электродның күзәтүен яхшырту.
•Эшләү: Графиклаштырылган электрод, әйләнү, бораулау, картинг һ.б., электрод төгәллеге һәм өслек сыйфаты һ.б., бер үк вакытта, тоташу өчен җепләр яки буыннар эшкәртелә.
•Гариза кырлары
•Электр дарк мич корычлары: Бу электр энергиясе даруы
•Кара металл истәлекле: Бакыр, алюминий һәм цинк кебек төсле металлларның исле процессында ул югары температура җылылык чыганагы белән тәэмин итү өчен кулланыла, металлларны эрүен һәм эшкәртүне алга этәрә һәм металлларның эрүләрен һәм сыйфатын яхшыртырга ярдәм итә.
•Башка кырлар: Ул шулай ук сары Фосфор җитештерү, сәнәгать кремнициунында, абразив җитештерү һәм башка тармак эретеп, бу тармакларда җитештерү процесслары таләпләренә туры килергә тиеш.
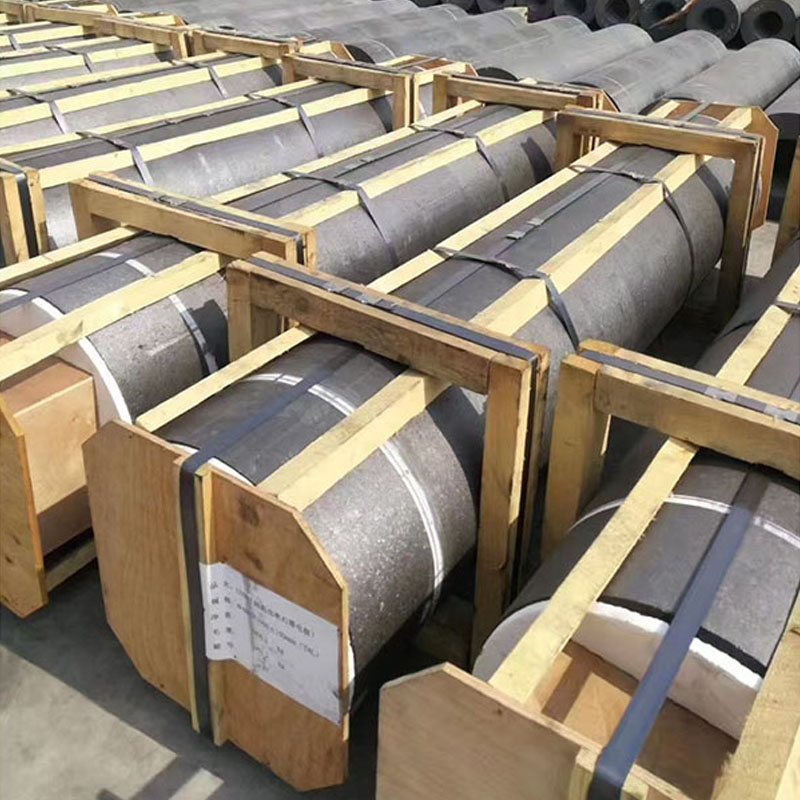
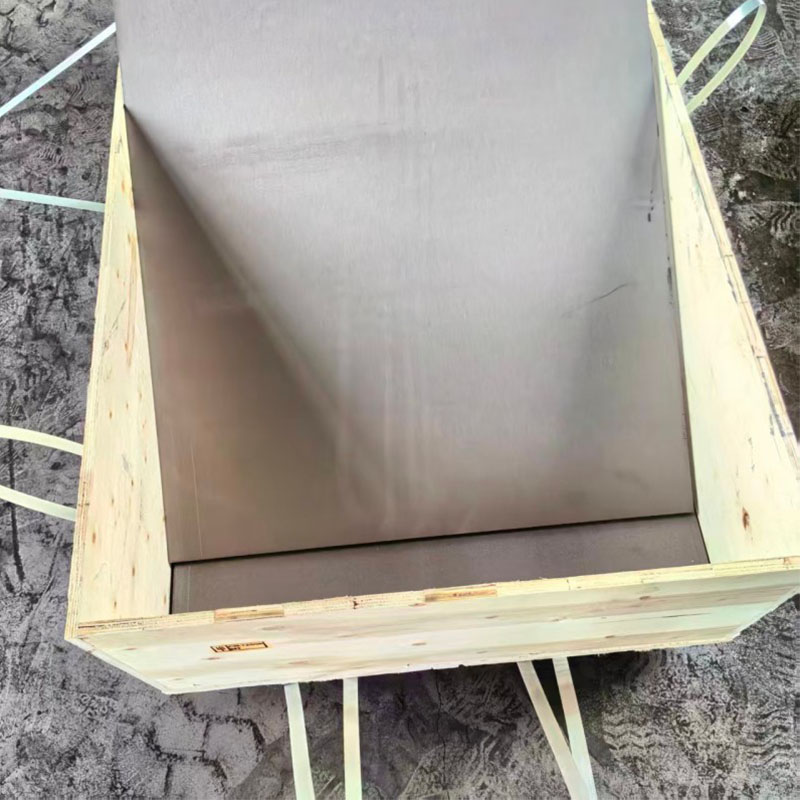
Төрү һәм тапшыру
Детальләр детальләре: Паллетта стандарт төрү.
Порт: Тяньцзинь порты

Безнең белән элемтәгә керегез
Бәйләнешле популяр продуктлар

RP нормаль электр графиты электрод
RP нормаль электр графиты электрод моделе моделе: 75-1272м заявкалы: Корыч / Эфр Эфринг / LF чистарту l ...
Ультра-югары көчле графит электрод
Продукция спецификасы Диаметры: Φ200-600 мм, озынлыгы көйләнә; милли стандарт белән җиһазландырылган ...

Завод туры сату! UHP ультра югары көчле электродлар, махсус электр аркасы мичләре һәм чистарту мичләре өчен эшләнгән.
UHP Ultra-High Power Graphite Электрод Детальләре UHP (Ultra-High Power) графит электродлары ...
550 мм ультра югары көч / югары көчле графит электродлары: Түбән каршылык, югары тыгызлык, һәм энергия куллануны киметүдә пионер.
550 мм ультра югары көч / югары көчле графит электродлары җентекләп сайланган югары qдан эшләнгән ...

450 мм ультра югары / югары көчле графит электродлары, югары тыгызлык һәм түбән каршылык, турыдан-туры җитештерүчедән китерелә.
Бу 450 мм ультра югары көчле / югары көчле графит электродлары мөстәкыйль эшләнгән һәм мануф ...
Глобаль тарату челтәре булган графит электродлар белән тәэмин итүче.
Directгары көчле һәм ультра югары көчле графит электродлары туры сату өчен бар. Алар h ...
Stockгары сыйфатлы графит порошогы запасларда бар, спецификацияләр һәм көйләнә торган вариантлар белән тулы.
Графит порошогы кисәкчәләренең зурлыгы: кисәкчәләрнең зурлыкларына 1-5 мм, 0,2-1 мм, 0-0,2 мм, 0-2 ...

600 мм ультра югары көчле графит электродлары югары тыгызлык һәм түбән каршылык белән: эретү эффективлыгы өчен яңа этап билгеләү
600 мм ультра зур диаметрга, ультра югары көчле графит электродларына игътибар итеп, без югары пури сайлыйбыз ...
Кальцинланган нефть кок углерод кушылмасы: югары үзләштерү тизлеге, көйләнә торган кисәкчәләр зурлыгы, кастинг һәм металлургия өчен идеаль.
Нефть кок рекарбуризаторы - корыч җитештерү һәм кастинг индустриясендә төп рекарбуризация материалы ...

Mmгары сыйфатлы графит электродлары, 600 мм зурлыкта, бөтен дөнья буенча җибәрү мөмкин
Төрле югары дуга мич шартларына яраклы 600 югары көчле графит электрод. Алар ...
Powerгары көчле графит электродлары: энергияне сак тоту, куллануны киметү, корыч җитештерү эффективлыгын яхшырту өчен өстенлекле сайлау
Powerгары көчле графит электродлары - урта һәм эре корыч җитештерү өчен төп критик материал ...
Uhp Ультра Варта Энергия Графит Электрод
Uhp Ультра Варшист Графит графиты Электрод UHP графит электродлары ULTRA-Hда кулланыла ...
Металлургия корыч җитештерү ультра югары көчле графит электродлары, югары температурага чыдам һәм тәэсиргә чыдам, җитештерүчедән туры тәэмин итү
Ультра югары көчле графит электродлары - хәзерге электр дугасы мичендә кулланыла торган үзәк ...
Тискәре электрод материаллары өчен махсус эшләнгән графит крестибллары: югары температурага каршы тору һәм оксидлашуга каршы тору; литий-ион батарея җитештерү өчен идеаль
Анод-специфик критик - литий-ион өчен эшләнгән югары очлы контейнер.
Graphгары температурага чыдам графит тәлинкәләр: үткәргеч, термик үткәргеч һәм коррозиягә чыдам; сәнәгать мичләре өчен махсус эшкәртү
Табигый яки ясалма графиттан төгәл җитештерү процесслары аша ясалган графит тәлинкәләр ...
Алюминий һәм бакырны эретү өчен махсус эшләнгән, коррозиягә каршы һәм тәэсиргә чыдам, җитештерүчедән турыдан-туры эшләнгән кремний карбид кремний.
Бу кремний карбид кристалл югары чисталык кремний карбид чималыннан эшләнгән, кушылган wi ...