- English
- Chinese
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu
- Kinyarwanda
- Tatar
- Oriya
- Turkmen
- Uyghur







-
Графітовий електрод HP High Power
-

Стійкий до високих температур тигель з карбіду кремнію, спеціально розроблений для плавлення алюмінію та міді, стійкий до корозії та ударів, безпосередньо від виробника.
-

450 мм надвисокі/високопотужні графітові електроди, висока щільність і низький опір, поставляються безпосередньо від виробника.
-

Графітові електроди надвисокої потужності/потужності 550 мм: низький опір, висока щільність і піонер у зниженні споживання енергії
-

Електроди графітові високої потужності діаметром 600 мм на експорт.
-

Колонарний карбюризатор
-

Графітова пластина
-

Високоякісні графітові електроди, розмір 600 мм, доступна доставка по всьому світу
-
Надпотужні графітові електроди для металургійного виробництва сталі, стійкі до високих температур і ударів, пряме постачання від виробника
-

Високопотужне антиокислювальне покриття графітового електрода: стійкість до високих температур, захист від зношування та подовжений термін служби електрода.
-

Тигель з дев'ятьма отворами, спеціально розроблений для матеріалів негативного електрода; має низький вміст домішок, стійкість до високих температур і сумісність з процесами графітизації
-

Сферичний карбюризатор
-

Нафтовий кокс з високим і низьким вмістом сірки, спеціально для металургії та лиття. Поставляється безпосередньо виробником, є на складі та готовий до негайної відправки
-
Високопотужні та надпотужні графітові електроди діаметром 600 мм, електропровідні, стійкі до високих температур, промислового класу, стабільні та довговічні.
-

Зернистий карбюризатор
-

Постачальник графітових електродів із глобальною дистриб’юторською мережею.





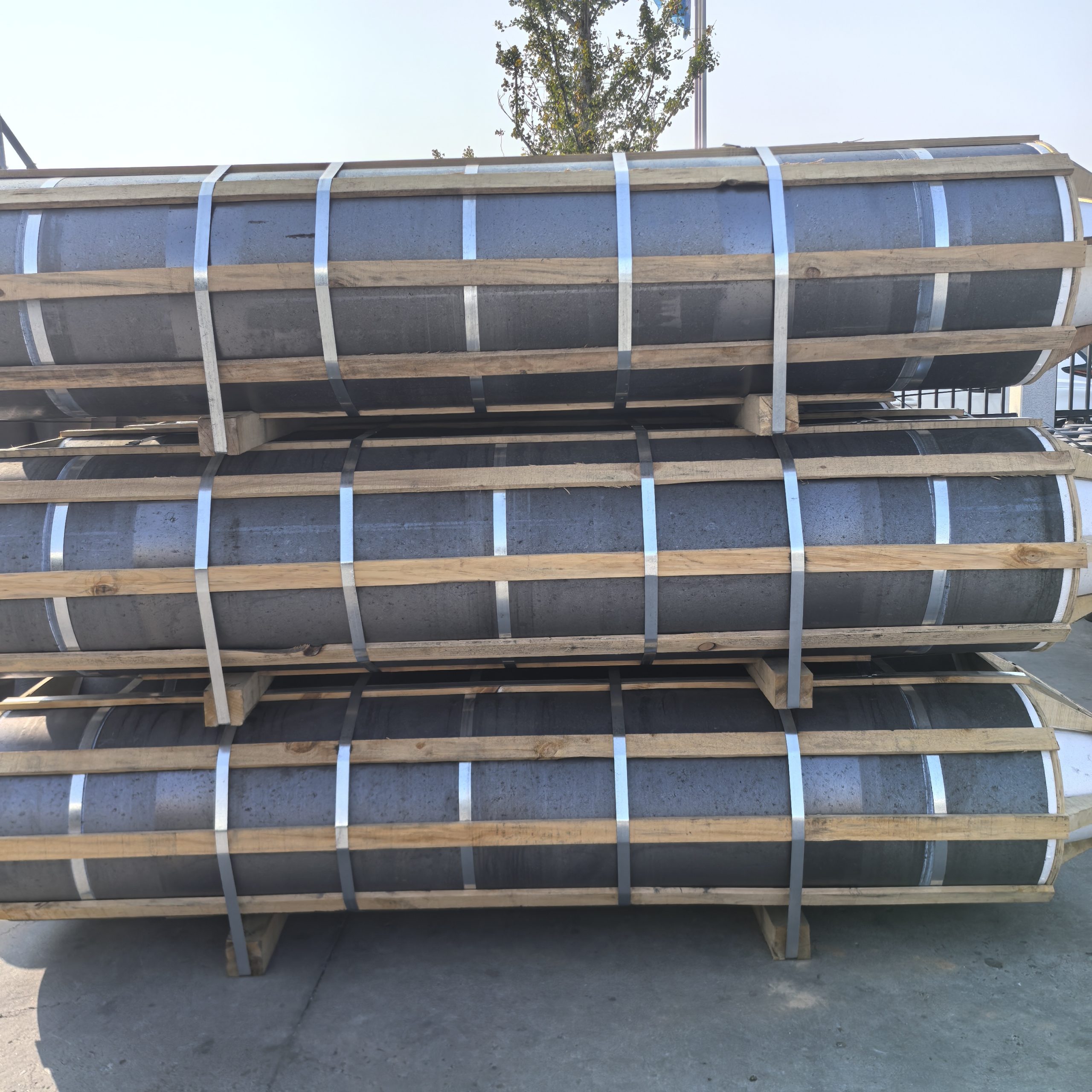
Прямий продаж із заводу! Надпотужні електроди UHP, спеціально розроблені для електродугових печей і печей рафінування.
Деталі надпотужного графітового електрода UHP Графітові електроди UHP (надвисокої потужності) є основним провідним матеріалом у сучасній металургійній промисловості, призначений для витримування екстремальних струмових навантажень. Вони в основному використовуються в електродугових печах для виробництва сталі та виплавки високоякісних сплавів,...
Опис
маркер
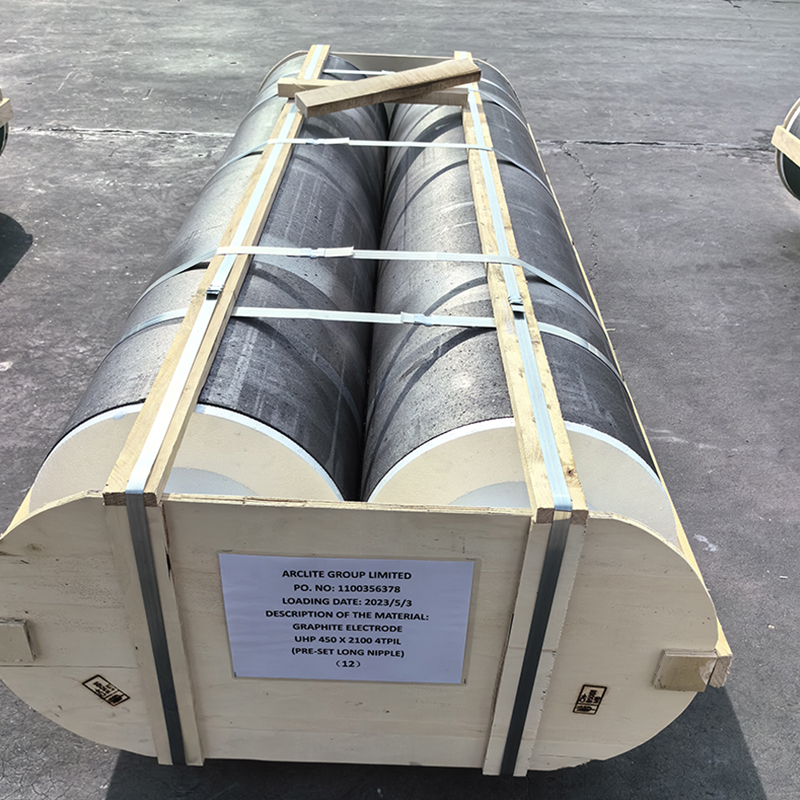
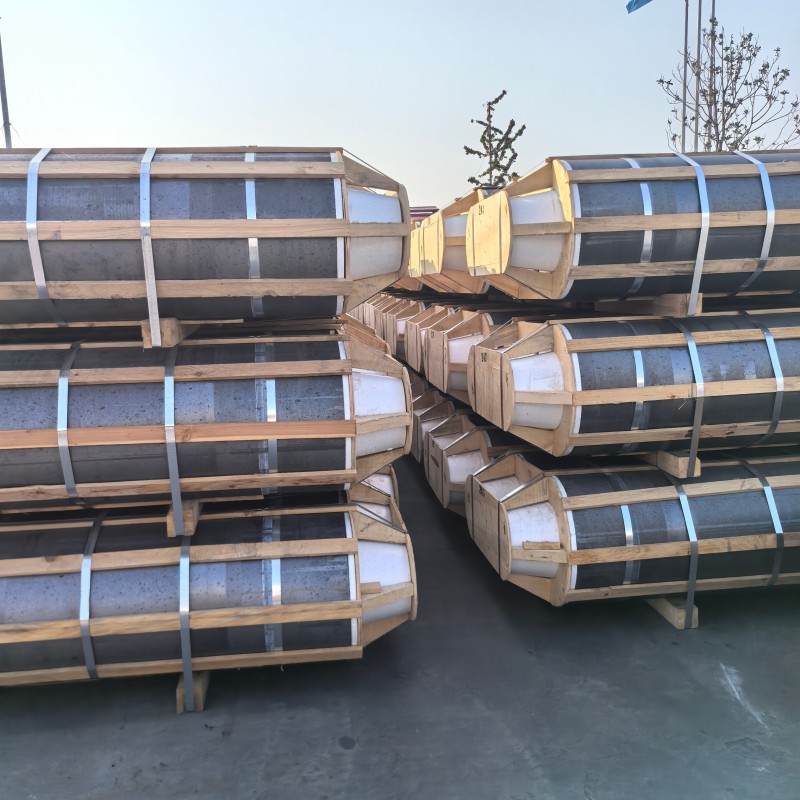
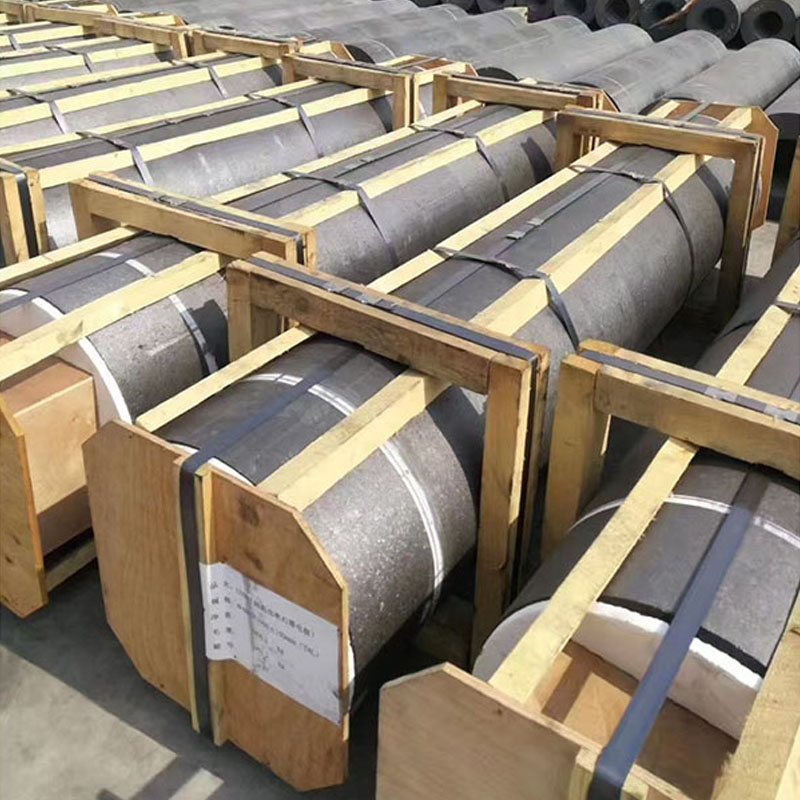
Деталі надпотужного графітового електрода UHP
Графітові електроди UHP (Ultra-High Power) є основним провідним матеріалом у сучасній металургійній промисловості, призначеним для витримування екстремальних струмових навантажень. Вони в основному використовуються в електродуговій сталеплавильній печі та виплавці високоякісних сплавів, а їхні переваги, пов’язані з низьким енергоспоживанням і високою стабільністю, роблять їх основним витратним матеріалом для промислової модернізації.
I. Основне визначення та переваги продуктивності
- Позиціонування сердечника: здатний витримувати щільність струму понад 25 А/см² (до 40 А/см²), досягаючи ефективного плавлення через високотемпературні електричні дуги, що перевищують 3000°C, що утворюються між кінчиком електрода та завантаженою печею. Вони є основним компонентом надпотужних електродугових печей (ДСП) і рафінувальних печей.
- Ключові параметри продуктивності:
- Електропровідність: питомий опір ≤ 6,2 мкОм·м (деякі продукти високого класу досягають 4,2 мкОм·м), що значно перевищує звичайні електроди високої потужності (HP);
- Механічна міцність: міцність на вигин ≥ 10 МПа (з’єднання можуть досягати понад 20 МПа), здатність протистояти ударам заряду та електромагнітним коливанням;
- Термічна стабільність: коефіцієнт теплового розширення лише 1,0-1,5 × 10⁻⁶/℃, не схильний до розтріскування або розколювання при швидкому нагріванні та охолодженні;
- Хімічні характеристики: Зольність ≤ 0,2%, щільність 1,64-1,76 г/см³, сильна стійкість до окислення та корозії, що призводить до меншого споживання на тонну сталі.
II. Основний виробничий процес і сировина
- Ключова сировина: використання 100% високоякісного голчастого коксу на основі нафти (забезпечує низьке розширення та високу провідність), у поєднанні з модифікованим середньотемпературним пековим зв’язуючим (температура розм’якшення 108-112°C) і нерозчинним у хіноліні (QI ≤ 0,5%) агентом для просочування. - Основний процес: процес включає змішування та замішування інгредієнтів → екструзійне формування → кальцинування (двічі) → просочування під високим тиском (один раз для корпусу електрода, три рази для з'єднувача) → графітизація (процес у лінії при понад 2800 ℃) → механічна обробка. Точний контроль температури та оптимізація параметрів забезпечують точність продукту (допуск прямолінійності ±10 мм/50 м) і стабільність продуктивності.
- Інноваційний процес: оптимізований процес «одне просочення, два прожарювання» скорочує виробничий цикл на 15-30 днів порівняно з традиційними методами, знижуючи витрати приблизно на 2000 юанів/тонну, зберігаючи чудову стійкість до термічного удару.
III. Основні сценарії застосування
- Провідна галузь: вироблення сталі в електродугових печах надвисокої потужності змінного/постійного струму, що використовується у виробництві високоякісної легованої та спеціальної сталі, покращуючи ефективність плавлення більш ніж на 30% і знижуючи споживання енергії на 15%-20%;
- Розширені області застосування: виплавка високоякісних матеріалів, таких як промисловий кремній, феросиліцій і жовтий фосфор, у печах із зануреною дугою, а також виробництво високотемпературних продуктів, таких як корунд і абразиви, що адаптуються до різних специфікацій електричних печей (діаметр 12-28 дюймів, пропускна здатність по струму 22000-120000 A).
IV. Значення галузі та тенденції розвитку
- Основна цінність: сприяння трансформації виробництва сталі в електродугових печах до «швидших, чистіших та ефективніших» процесів, це ключовий матеріал для енергозбереження та скорочення викидів у металургійній промисловості та для подолання тарифів на викиди вуглецю. Очікується, що його частка на ринку перевищить 60% загального попиту на графітовий електрод до 2025 року з ціною приблизно 18 000 юанів за тонну;
- Технологічний напрямок: зосередження на модифікації графенового покриття (зменшення контактного опору на 40%), композитному армуванні карбідом кремнію, інтелектуальному виробництві (симуляція цифрового подвійного процесу) та циклічній економіці (швидкість утилізації пилу 99,9% + рекуперація відпрацьованого тепла) для подальшого покращення терміну служби та екологічності.
Зв’яжіться з нами
Пов'язані популярні продукти

Графітові тиглі, спеціально розроблені для матеріалів негативних електродів: стійкість до високих температур і стійкість до окислення; ідеально підходить для виробництва літій-іонних акумуляторів
Спеціальний анодний тигель — це високоякісна вогнетривка ємність, спеціально розроблена для літій-іонних...
Надпотужні графітові електроди для металургійного виробництва сталі, стійкі до високих температур і ударів, пряме постачання від виробника
Надпотужні графітові електроди є основним витратним матеріалом у сучасних електродугових сталеплавильних печах...
Високопотужне антиокислювальне покриття графітового електрода: стійкість до високих температур, захист від зношування та подовжений термін служби електрода.
Це високопотужне антиокислювальне покриття графітового електрода розроблено спеціально для високотемпературних...
450 мм надвисокі/високопотужні графітові електроди, висока щільність і низький опір, поставляються безпосередньо від виробника.
Ці графітові електроди надвисокої потужності/високої потужності діаметром 450 мм незалежно розроблені та виготовлені...
Стійкі до високих температур графітові пластини: електропровідні, теплопровідні, корозійностійкі; індивідуальна обробка для промислових печей
Графітові пластини, виготовлені з природного або штучного графіту за допомогою точних виробничих процесів...
Надпотужний графітовий електрод
Технічні характеристики продукту Діаметр: Φ200-600 мм, довжина налаштовується; оснащений національним стандартом...

Графітові електроди 960 – висока потужність, надвисока потужність – доставка по всьому світу
Цей графітовий електрод діаметром 960 мм може похвалитися чудовою високотемпературною стійкістю, сильним...
Тигель з дев'ятьма отворами, спеціально розроблений для матеріалів негативного електрода; має низький вміст домішок, стійкість до високих температур і сумісність з процесами графітизації
Тигель з дев'ятьма отворами - це високоякісна вогнетривка ємність, спеціально розроблена для кількох станцій...

RP Нормальний живлення Графітовий електрод
RP Звичайна електродна модель електрода живлення: 75-1272 мм Застосування: сталь/виплавка EAF/lf Refining L ...
Нафтовий кокс з високим і низьким вмістом сірки, спеціально для металургії та лиття. Поставляється безпосередньо виробником, є на складі та готовий до негайної відправки
Нафтовий кокс - високоякісний вуглецевий матеріал, очищений із сирої нафти шляхом уповільненого коксування ...
Електроди графітові високої потужності діаметром 600 мм на експорт.
Високопотужні графітові електроди експортного класу 600 мм, що відрізняються чистою та надійною якістю, високою щільністю...
Стійкий до високих температур тигель з карбіду кремнію, спеціально розроблений для плавлення алюмінію та міді, стійкий до корозії та ударів, безпосередньо від виробника.
Цей тигель із карбіду кремнію виготовлений із сировини карбіду кремнію високої чистоти, поєднаної з...
Графітові електроди надвисокої потужності/потужності 550 мм: низький опір, висока щільність і піонер у зниженні споживання енергії
Графітові електроди надвисокої потужності/високої потужності діаметром 550 мм виготовляються з ретельно відібраного...

UHP Ultra High Power Graphite Elector
UHP Ultra High Power Graphite Elector Electrod UHP Графітові електроди використовуються в основному в Ultra-H ...

Високопотужні графітові електродні стрижні, спеціально для виробництва та рафінування сталі. В наявності та готовий до негайної відправки. Оптові замовлення отримують знижку.
Цей потужний графітовий електрод виготовляється з використанням високоякісного голчастого коксу як сировини...
Графітовий електрод HP High Power
HP High Power Graphite Elector короткий опис: Тип: HP Graphite Elector Application: Stee ...