- English
- Chinese
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu
- Kinyarwanda
- Tatar
- Oriya
- Turkmen
- Uyghur







-

Yuqori quvvatli grafit elektrod novdalari, ayniqsa po'lat ishlab chiqarish va tozalash uchun. Stokda va darhol jo'natishga tayyor. Ommaviy buyurtmalar chegirmali narxlarni oladi.
-

Yuqori quvvatli grafit elektrodlari: energiya tejash, iste'molni kamaytirish va po'lat ishlab chiqarish samaradorligini oshirish uchun afzal qilingan tanlov
-

Kalsinlangan neft koks uglerod qo'shimchasi: yuqori assimilyatsiya tezligi, sozlanishi zarracha hajmi, quyish va metallurgiya uchun ideal
-

960 grafit elektrodlari - yuqori quvvat, ultra yuqori quvvat - butun dunyo bo'ylab etkazib berish
-
600 mm diametrli yuqori quvvatli va ultra yuqori quvvatli grafit elektrodlari, elektr o'tkazuvchanligi, yuqori haroratga chidamliligi, sanoat darajasidagi, barqaror va bardoshli.
-

Ustunli karbürizer
-

UHP ultra yuqori quvvatli grafit elektrodi
-

550 mm ultra yuqori quvvatli / yuqori quvvatli grafit elektrodlari: past qarshilik, yuqori zichlik va energiya sarfini kamaytirishda kashshof
-

85-1260 mm to'liq qamrovli, yuqori quvvatli va ultra yuqori quvvatli grafit elektrodlari - sanoat eritishning energiya yadrosi
-

Salbiy elektrod materiallari uchun maxsus mo'ljallangan grafit tigellar: yuqori harorat qarshiligi va oksidlanish qarshiligi; lityum-ion batareya ishlab chiqarish uchun ideal
-
Metallurgiya po'lat ishlab chiqaruvchi ultra yuqori quvvatli grafit elektrodlari, yuqori haroratga chidamli va zarbaga chidamli, ishlab chiqaruvchidan to'g'ridan-to'g'ri etkazib berish
-

Grafit elektrodlarining to'liq assortimenti: 450, 500, 550 mm o'lchamlari mavjud, yuqori quvvatli va o'ta yuqori quvvatli variantlar, stokda barcha o'lchamlar
-

Grafit plitasi
-

Global tarqatish tarmog'iga ega grafit elektrodlarini yetkazib beruvchi.
-

Salbiy elektrod materiallari uchun maxsus mo'ljallangan to'qqiz teshikli tigel; past nopoklik tarkibi, yuqori haroratga chidamliligi va grafitizatsiya jarayonlari bilan muvofiqligi
-
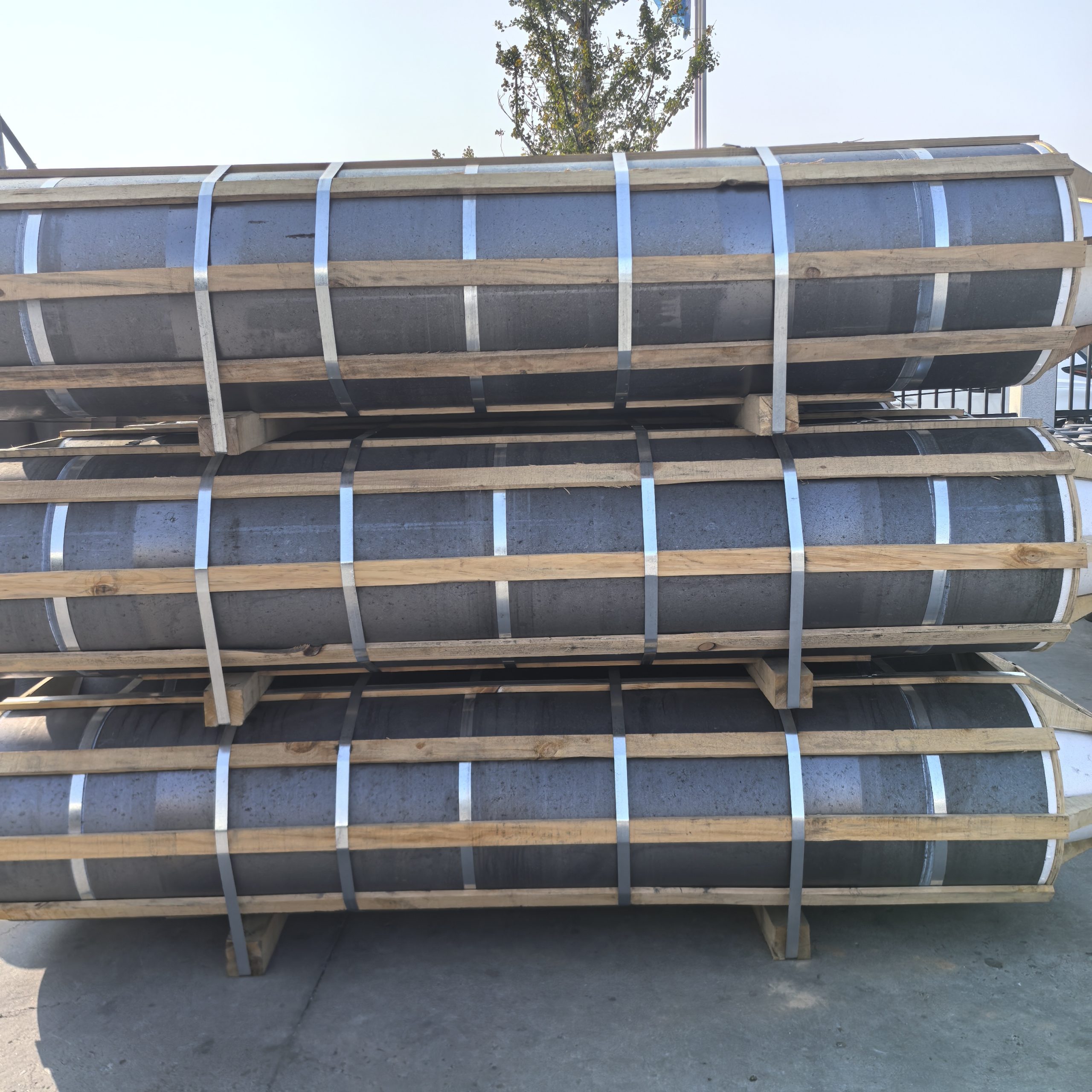
Ultra yuqori quvvatli grafit elektrod





HP yuqori quvvatli grafit elektrodi
HP yuqori quvvatli grafit elektrodi Qisqa tavsif: Turi: HP grafit elektrodi Ilova: po'lat/metallurgiya po'lati Uzunligi: 1600~2800mm Darajasi: HP (yuqori quvvat) Qarshilik (mō.m): 5,8-6,6 Ko'rinadigan zichlik (G/CM³): 1,65-1,70 Termal kengayish: 60100 3TPI/4TPI/4TPIL Xom ashyo: igna koks...
Tavsif
marker
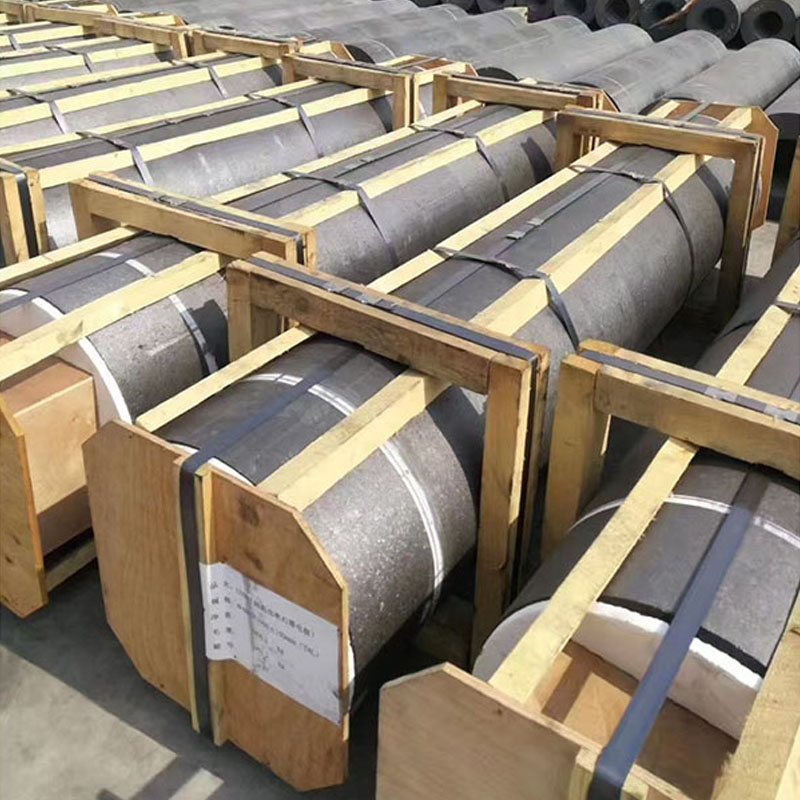
HP yuqori quvvatli grafit elektrodi
Qisqacha tavsif:
Turi: HP grafit elektrodi
Ilova: po'lat / metallurgiya po'latdir
Uzunlik: 1600 ~ 2800 mm
Darajasi: HP (yuqori quvvat)
Qarshilik (mō.m): 5.8-6.6
Ko'rinadigan zichlik (G/CM³): 1,65-1,70
Termal kengayish: 100-600 3TPI/4TPI/4TPIL
Xomashyo: igna koksi, neft koksi, ko'mir smolasi qatroni
Afzallik: past iste'mol darajasi
Rang: qora kulrang
Diametri: 250mm, 300mm, 400mm, 400mm, 450mm, 450mm, 500mm, 600mm, 650mm, 650mm, 700mm, 800mm, 800mm, 800mm
•Ishlash xususiyatlari
•Yuqori o'tkazuvchanlik: past qarshilik, 5,8-6,6 mkōm oralig'ida, oqimni samarali o'tkazishi, energiya yo'qotilishini kamaytirishi, yoyning barqarorligi va samaradorligini oshirishi va oqim zichligini 18-25A/sm² gacha bo'lishiga imkon beradi.
•Yuqori haroratga yaxshi qarshilik: Neft koksi va igna koksi kabi yuqori sifatli xom ashyolardan tayyorlangan, yuqori haroratli ishlov berishdan so'ng, u yuqori haroratli muhitda barqaror fizik va kimyoviy xususiyatlarni saqlab turishi mumkin va deformatsiya yoki shikastlanish oson emas.
•Yuqori mexanik kuch: U yuqori egilish kuchi va zarba qarshiligiga ega, ≥11.0MPa, kattaroq stress va ta'sirga bardosh bera oladi, foydalanish paytida sindirish oson emas va elektrodning barqarorligi va xizmat qilish muddatini ta'minlaydi.
•Yaxshi termal zarba qarshiligi: Tez-tez isitish va sovutish davrlari jarayonida u termal stress ta'siriga qarshi tura oladi, yorilish, tozalash va hokazolarni osonlashtirmaydi va elektrodning chidamliligini yaxshilaydi.
•Kam kul tarkibi: kul tarkibi ≤0,2%, kamroq aralashmalar, eritilgan ifloslanishni kamaytirishi mumkin
•Ishlab chiqarish jarayoni
•Xom ashyo tanlash: Neft koksi va igna koksi asosiy agregatlar, ko'mir smolasi esa bog'lovchi hisoblanadi. Ular orasida igna koks taxminan 30% ni tashkil qiladi va uning yuqori quvvati, yuqori o'tkazuvchanligi va yuqori issiqlik barqarorligi elektrod ish faoliyatini yaxshilash uchun juda muhimdir.
•Kalsinatsiya: Namlik va uchuvchi moddalar kabi aralashmalarni olib tashlash, xom ashyoning zichligi va mustahkamligini oshirish, ularning o'tkazuvchanligi va issiqlik barqarorligini yaxshilash uchun yuqori haroratda xom ashyoni kaltsiylang.
•Maydalash va maydalash: Keyingi partiyalash va yoğurma jarayonlari uchun mos zarracha hajmi taqsimotiga erishish uchun kaltsiylangan xom ashyoni maydalash va maydalash.
•Bog'lash va yoğurma: Har xil xom ashyolar ma'lum bir nisbatga ko'ra partiyalanadi va bog'lovchi sifatida tegishli miqdorda ko'mir smola qo'shiladi. Yoğurma yuqori haroratda xom ashyoni to'liq aralashtirish va yaxshi plastika bilan pasta hosil qilish uchun amalga oshiriladi.
•Kalıplama: Yoğurma xamiri qolipga joylashtiriladi va kerakli shakl va o'lchamdagi elektrod blankasi ekstruziya, qoliplash va boshqa qoliplash usullari bilan tayyorlanadi.
•Kalsinatsiya: Elektrod blankasi ko'mir smolasini karbonlashtirish, elektrodning mustahkamligi va o'tkazuvchanligini yaxshilash va aralashmalarni yanada olib tashlash uchun havo o'tkazmaydigan sharoitda yuqori haroratda kaltsiylanadi.
•Emdirish: Kalsinlangan elektrod ko'mir qatroni, qatron va boshqalar kabi suyuq singdiruvchi vositaga botiriladi va emdiruvchi vosita teshiklarni to'ldirish va elektrodning zichligi, mustahkamligi va oksidlanish qarshiligini yaxshilash uchun ma'lum bir harorat va bosimda elektrodning teshiklariga kirib boradi.
•Grafitizatsiya: Emprenye qilingan elektrod amorf uglerodni grafit kristalli tuzilishiga aylantirish uchun yuqori haroratli grafitizatsiya pechida grafitlanadi va shu bilan elektrodning o'tkazuvchanligini, issiqlik o'tkazuvchanligini va yuqori haroratga chidamliligini yaxshilaydi.
•Ishlov berish: Grafitlangan elektrod o'lchov aniqligi va sirt sifati talablariga javob beradigan elektrod mahsulotlarini ishlab chiqarish uchun burilish, burg'ulash, teginish va boshqalar kabi mexanik ishlov beriladi va shu bilan birga ulanish uchun iplar yoki bo'g'inlar qayta ishlanadi.
•Ilova maydonlari
•Elektr boshq o'choqli po'lat ishlab chiqarish: Bu oqim o'tkazish, elektr yoyi hosil qilish, elektr energiyasini issiqlik energiyasiga aylantirish, o'choq zaryadini tezda eritish va tozalash, po'lat ishlab chiqarish samaradorligi va sifatini yaxshilash va energiya sarfini kamaytirish uchun ishlatiladigan yuqori quvvatli elektr boshq o'choqli po'lat ishlab chiqarishning asosiy tarkibiy qismidir.
•Rangli metallarni eritish: Mis, alyuminiy va sink kabi rangli metallarni eritish jarayonida u yuqori haroratli issiqlik manbasini ta'minlash, metallarni eritish va tozalashni rag'batlantirish, metallarning tozaligi va sifatini yaxshilash uchun ishlatiladi.
•Boshqa sohalar: Bundan tashqari, sariq fosfor ishlab chiqarish, sanoat kremniyni eritish, abraziv ishlab chiqarish va boshqa sanoat tarmoqlarida elektr o'tkazuvchanligi va ishlab chiqarish jarayonlari talablarini qondirish uchun ushbu sohalardagi elektr pechlari uchun isitish funktsiyalarini ta'minlash uchun ishlatilishi mumkin.
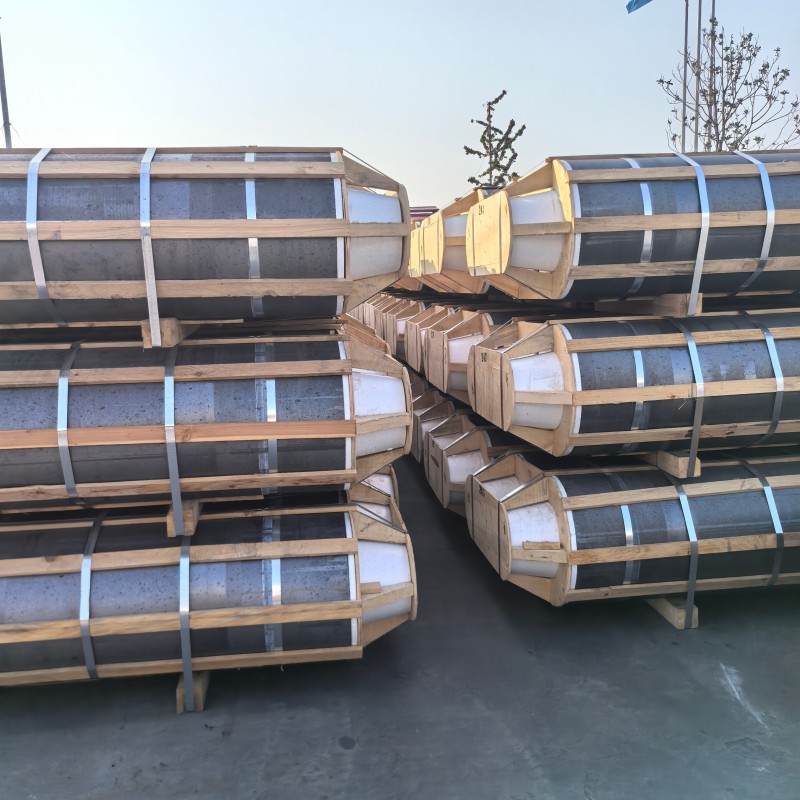
Qadoqlash va yetkazib berish
Qadoqlash tafsilotlari: Paletdagi standart qadoqlash.
Port: Tyanjin porti

Biz bilan bog'lanish
Tegishli mashhur mahsulotlar

Yuqori quvvatli grafit elektrodli oksidlanishga qarshi qoplama: yuqori haroratga chidamlilik, aşınmadan himoya qilish va elektrodning ishlash muddatini uzaytirish.
Ushbu yuqori quvvatli grafit elektrodli oksidlanishga qarshi qoplama yuqori harorat uchun maxsus ishlab chiqilgan ...
Yuqori quvvatli grafit elektrodlari: energiya tejash, iste'molni kamaytirish va po'lat ishlab chiqarish samaradorligini oshirish uchun afzal qilingan tanlov
Yuqori quvvatli grafit elektrodlari o'rta va katta hajmdagi po'lat ishlab chiqarish uchun asosiy muhim materialdir ...

Yuqori sifatli grafit elektrodlari, o'lchami 600 mm, butun dunyo bo'ylab etkazib berish mavjud
600 ta yuqori quvvatli grafit elektrodlari, turli xil elektr boshq o'choqlari sharoitlariga mos keladi. Ular ...
600 mm diametrli yuqori quvvatli va ultra yuqori quvvatli grafit elektrodlari, elektr o'tkazuvchanligi, yuqori haroratga chidamliligi, sanoat darajasidagi, barqaror va bardoshli.
Yuqori quvvatli grafit elektrodlari mukammal haroratga chidamliligini ta'minlaydi, bu ularni harorat uchun mos ...
Kalsinlangan neft koks uglerod qo'shimchasi: yuqori assimilyatsiya tezligi, sozlanishi zarracha hajmi, quyish va metallurgiya uchun ideal
Neft koksining qayta karbürizatori po'lat ishlab chiqarish va quyish sanoatida asosiy qayta karbonlashtiruvchi materialdir ...
Ultra yuqori quvvatli grafit elektrod
Mahsulot xususiyatlari Diametri: PH200-600mm, uzunligi moslashtirilgan; milliy standart bilan jihozlangan ...
960 grafit elektrodlari - yuqori quvvat, ultra yuqori quvvat - butun dunyo bo'ylab etkazib berish
Ushbu 960 mm diametrli grafit elektrod yuqori haroratga mukammal qarshilik, kuchli o'tkazuvchanlikka ega ...

Stokda mavjud bo'lgan yuqori sifatli grafit kukuni, to'liq spetsifikatsiyalar va moslashtirilgan variantlar.
Grafit kukuni zarracha o'lchami xususiyatlari: Zarrachalar o'lchamlari 1-5 mm, 0,2-1 mm, 0-0,2 mm, 0-2 mm ...
Yuqori quvvatli grafit elektrod novdalari, ayniqsa po'lat ishlab chiqarish va tozalash uchun. Stokda va darhol jo'natishga tayyor. Ommaviy buyurtmalar chegirmali narxlarni oladi.
Ushbu yuqori quvvatli grafit elektrod xom ashyo sifatida yuqori sifatli igna koksidan foydalangan holda ishlab chiqariladi ...
Yuqori haroratga chidamli grafit plitalari: o'tkazuvchan, issiqlik o'tkazuvchan va korroziyaga chidamli; sanoat pechlari uchun maxsus qayta ishlash mavjud
Tabiiy yoki sun'iy grafitdan aniq ishlab chiqarish jarayonlari orqali tayyorlangan grafit plitalari ...
550 mm ultra yuqori quvvatli / yuqori quvvatli grafit elektrodlari: past qarshilik, yuqori zichlik va energiya sarfini kamaytirishda kashshof
550 mm ultra yuqori quvvatli/yuqori quvvatli grafit elektrodlari ehtiyotkorlik bilan tanlangan yuqori quvvatli ...

RP normal quvvatli grafit elektrodi
RP normal quvvatli grafit elektrodi Model: 75-1272 mm Ilova: Chelik / EAF eritish / LF Qayta ishlash L...
Grafit plitasi
Grafit varag'i (sozlanishi mumkin) Ta'rif va tasnifi • Ta'rif: Grafit plitasi ...

Granüler karbürizer
Granular karbürizer Asosiy ingredientlar •Asosiy tarkibiy qism uglerod bo'lib, u odatda p...

Eksport uchun yuqori quvvatli grafit elektrodlari, diametri 600 mm.
Eksport darajasidagi 600 mm yuqori quvvatli grafit elektrodlari sof va ishonchli sifatga ega, yuqori zichlikka ega...

Yuqori zichlik va past qarshilikka ega 600 mm ultra yuqori quvvatli grafit elektrodlari: eritish samaradorligi uchun yangi mezonni o'rnatish
600 mm o'ta katta diametrli, o'ta yuqori quvvatli grafit elektrodlariga e'tibor qaratib, biz yuqori tozalikni tanlaymiz ...